Een methode voor het meten van vormen van rek
Spanning, compressie, torsie en andere krachten die op een object werken, worden uitgedrukt in verschillende termen. De verhouding van de vervorming die wordt gegenereerd door de toepassing van deze krachten wordt 'rek' genoemd. Er zijn drie soorten rek, geclassificeerd volgens de richting en positie van de uitgeoefende kracht (belasting). De resulterende vervorming omvat kromtrekken, golving, uitrekking, compressie, uitzetting en torsie.
Hier introduceren we de principes van drie soorten rek, alsook methoden voor het meten van de vervorming veroorzaakt door rek. We zullen ook de problemen in conventionele meetmethoden introduceren, en een oplossing voor deze problemen.
- Rek
- Meten van rek met een rekstrookje
- Problemen bij het meten van vormen van rek met conventionele middelen
- Oplossing voor problemen bij het meten van vormen van rek
- Samenvatting: Dramatische verbetering en hogere efficiëntie bij moeilijke metingen van rek
Rek
Wanneer aan een object wordt getrokken, wanneer het geperst of onderworpen wordt aan een andere kracht, vervormt het object. Als er bijvoorbeeld aan een object wordt getrokken, wordt het langer in de richting waarin het wordt getrokken. Als het object wordt geperst, wordt het samengedrukt in de richting van het persen. De verhouding van de vervormde vorm tot de oorspronkelijke vorm wordt 'rek' genoemd. Rek omvat longitudinale rek, laterale rek, afschuifrek, elk met een andere belastingsrichting.
Longitudinale en laterale rek
Longitudinale rek is vervorming in de richting van de belasting (compressie) die optreedt wanneer het object wordt geperst. Laterale rek is vervorming (uitzetting) in de richting loodrecht op de belasting op het object.
Rek treedt ook op wanneer aan het object wordt getrokken. In dit geval is longitudinale vervorming vervorming (uitrekking) in de richting waarin de belasting wordt uitgeoefend (spanning). Laterale rek is vervorming (krimping) in de richting loodrecht op de belasting op het object. De verhouding tussen longitudinale en laterale rek wordt 'Poissons ratio' genoemd.
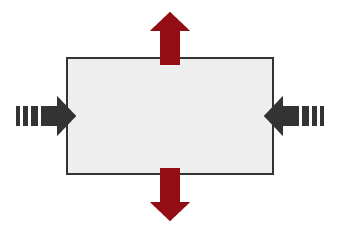
- Compressie
- Uitzetting
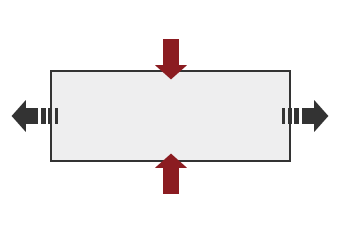
- Spanning
- Krimp
Afschuifrek
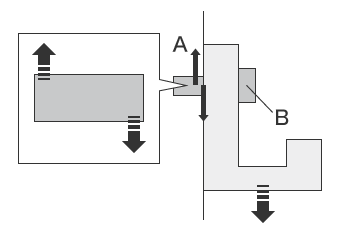
- A
- Afschuifkracht
- B
- Haak
Dit is de rek die optreedt wanneer een object wordt onderworpen aan afschuifkracht. Dit kan gemakkelijk worden begrepen door zich de kracht voor te stellen van een schaar die papier snijdt, of een haak die gebruikt wordt om een schilderij aan de muur te hangen.
Torsie
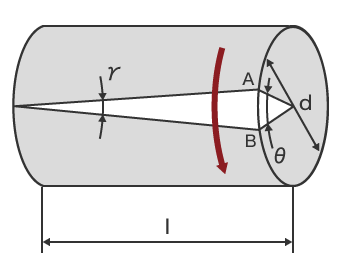
- θ
- Torsiehoek:
- γ
- Afschuifrek
- I
- Aslengte
- D
- Diameter
- AB
- Maximale torsiekracht
Afschuifkracht wordt gegenereerd wanneer de as wordt gedraaid. Tegelijkertijd worden een trekkracht en drukkracht gelijk aan de afschuifkracht gegenereerd in twee richtingen die 45° ten opzichte van de as hellen. Als gevolg is rek veroorzaakt door torsie geen enkele rek, maar eerder een gecombineerde rek bestaande uit afschuifrek, longitudinale en laterale rek.
Meten van rek met een rekstrookje
Een rekstrookje meet de hoeveelheid rek door gebruik te maken van de verandering in weerstand die het gevolg is van het uitzetten en samentrekken van de meter. Door het rekstrookje te bevestigen op de plaats waar rek optreedt en de weerstandswaarden te meten vóór de rek en terwijl de rek optreedt, is het mogelijk het rekproces te identificeren. Volgende uitdrukking toont de relatie tussen de oorspronkelijke weerstandswaarde, de hoeveelheid weerstandsverandering en de hoeveelheid rek.
⊿R / R = K × ε
- ⊿R
- Hoeveelheid weerstandsverandering (Ω)
- R
- Oorspronkelijke weerstandswaarde (Ω)
- K
- Constante van evenredigheid*
- ε
- Hoeveelheid rek
* K wordt de 'meetfactor' genoemd en is de evenredigheidsconstante die wordt bepaald op basis van het metalen materiaal dat in het rekstrookje wordt gebruikt.
Een rekstrookje is ontworpen om de hoeveelheid rek in een object te meten, en kan de vorm niet meten. De rekvorm wordt gemeten met behulp van instrumenten zoals een profielmeetsysteem, hoogtemeter of coördinatenmeetmachine.
Problemen bij het meten van vormen van rek met conventionele middelen
Rek treedt op als gevolg van complexe vervorming, ongeacht de belastingsrichting. Een object onderhevig aan rek heeft een driedimensionale vorm die conventioneel wordt gemeten met behulp van een profielmeetsysteem of hoogtemeter. Het meten met behulp van een profielmeetsysteem of hoogtemeter brengt echter volgende problemen met zich mee:
Problemen bij het meten van vormen van rek met een profielmeetsysteem
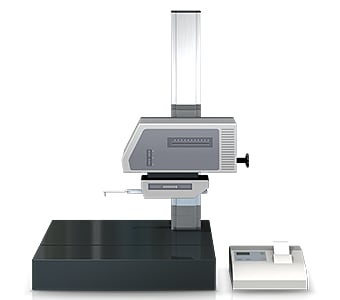
Een profielmeetsysteem meet en registreert het profiel van een voorwerp door het oppervlak met een stylus te volgen. De afgelopen jaren zijn er profielmeetsystemen ontwikkeld die een laser gebruiken in plaats van een stylus om complexe vormen te meten door het profiel contactloos te volgen. Sommige modellen zijn zelfs in staat om zowel de boven- als onderkant te meten.
Wanneer een profielmeetsysteem een driedimensionaal voorwerp meet, moet het waterpas worden geplaatst.
Deze meetmethode kan volgende problemen opleveren:
- Meten en opstellen is tijdrovend. Ook zijn kennis en vaardigheden vereist met betrekking tot het gebruik van profielmeetsystemen om een voorwerp nauwkeurig waterpas te plaatsen.
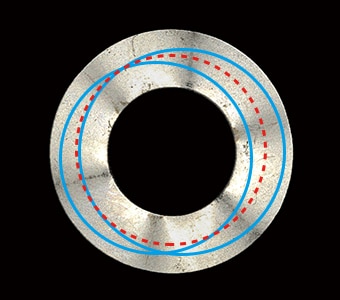
- De stylus van een profielmeetsysteem beweegt op en neer in een boog gecentreerd op het draaipunt van de stylusarm, en de punt van de stylus beweegt ook in de richting van de X-as. Dit levert fouten op in de gegevens op de X-as.
- De gewenste lijn volgen met de stylus is buitengewoon moeilijk werk, en zelfs een kleine verschuiving van de stylus veroorzaakt een fout in de gemeten waarden.
- Aangezien alleen lijnen kunnen worden geëvalueerd, kan rek over het volledige oppervlak niet worden gevisualiseerd.
Problemen bij het meten van vormen van rek met behulp van een hoogtemeter
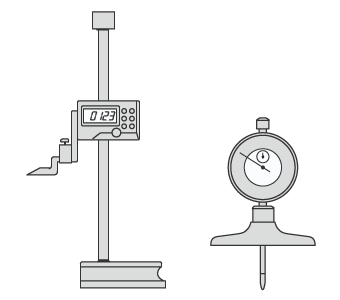
- Links
- Hoogtemeter
- Rechts
- Dieptemeter
Een hoogtemeter kan gebruikt worden in combinatie met een meetklok om hoogte te meten.
- Omdat alleen individuele punten kunnen worden gecontroleerd, is het nodig om metingen op veel verschillende gebieden uit te voeren om de nauwkeurigheid te verbeteren. Maar zelfs als er veel tijd wordt geïnvesteerd en er veel punten worden gemeten, is het nog steeds onmogelijk om de toestand van het hele oppervlak te identificeren.
- Als het onderdeel klein is of een complexe vorm heeft, kan het moeilijk zijn contactmetingen uit te voeren op extreem kleine delen van een smal gedeelte. Ook afwijkingen in meetresultaten tussen verschillende operators en fouten in het meetinstrument maken een stabiele meting onmogelijk.
Oplossing voor problemen bij het meten van vormen van rek
De meetinstrumenten die gewoonlijk worden gebruikt, brengen problemen met zich mee zoals de lange tijd die nodig is om het voorwerp te positioneren en het feit dat de meting van driedimensionale voorwerpen en gebieden wordt uitgevoerd door middel van punt- of lijncontact. Om deze meetproblemen op te lossen, heeft KEYENCE de 3D Optical Profilometer VR Series ontwikkeld.
De VR-serie legt nauwkeurig de 3D-vorm van het volledige oppervlak van het voorwerp vast zonder het aan te raken. Het meet ook de 3D-vorm door het object op het platform in amper één seconde met hoge nauwkeurigheid in 3D te scannen. Het is in staat tot onmiddellijke en kwantitatieve metingen zonder fouten in de meetresultaten. In dit gedeelte worden enkele specifieke voordelen van de VR-serie geïntroduceerd.
Voordeel 1: Legt de volledige oppervlaktevorm vast. Visualiseert rek onmiddellijk in gedetailleerde onderdelen.
KEYENCE heeft de meetalgoritmen en hardware volledig herzien, waardoor in amper één seconde scans worden uitgevoerd. Deze scans kunnen gecombineerd worden tot een maximaal oppervlak van 300x150 mm. Dit maakt het mogelijk vrijelijk het gewenste punt te meten, inclusief plaatselijke vorm, golving en ruwheid te meten tegelijkertijd met rek. Bovendien zullen de meetresultaten identiek zijn van persoon tot persoon.
Met indrukwekkende meetsnelheden van niet meer dan een seconde maakt de VR-serie het mogelijk het aantal monsters dat wordt gemeten aanzienlijk te vergroten en de werktijd te verkorten. Dit leidt tot een verbeterde meetkwaliteit, maakt het mogelijk om inspectie-operators opnieuw toe te wijzen als productie-operators en helpt de productieaantallen te verhogen. De VR-serie verbetert ook de snelheid van alle meettaken, zoals prototype-evaluaties en transportinspecties.
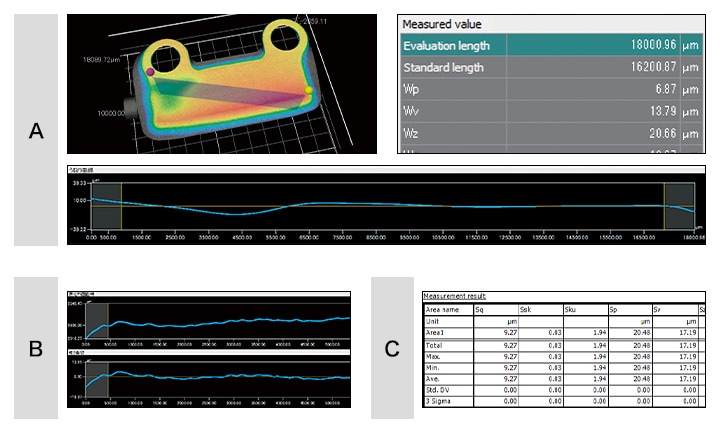
- A
- Meting van golving en rek
- B
- Meting van ruwheidsprofielen
- C
- Meting van oppervlakteruwheid
In tegenstelling tot profielmeetsystemen of hoogtemeters, extraheert de VR-serie de kenmerken van het voorwerp dat op het platform wordt geplaatst en corrigeert ze automatisch de positie ervan. De strikte positionering die voorheen veel tijd en moeite vergde, is niet meer nodig. Dit maakt het ook voor een operator die niet met meten vertrouwd is mogelijk om eenvoudig en onmiddellijk metingen uit te voeren. Hierdoor is het niet meer nodig een gespecialiseerde operator voor meetwerk aan te stellen.
Met de VR-serie kan zelfs de evenwijdigheid van voorwerpen met complexe vormen nauwkeurig worden gemeten door simpelweg het voorwerp op het platform te plaatsen en op een knop te drukken.

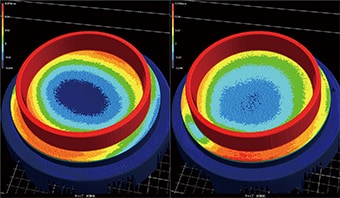
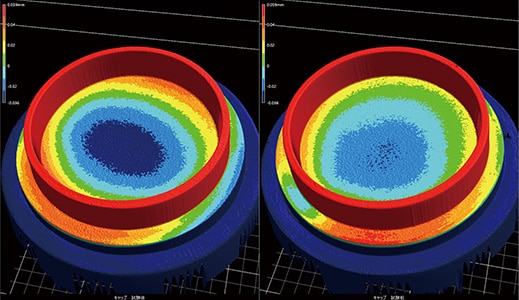
Voordeel 2: Identificeert visueel veranderingen in rek.
Onverwachte vervorming van onderdelen kan optreden als gevolg van mechanische spanning, waaronder gevallen van torsierek waarbij vormveranderingen complex zijn en meten moeilijk is. Wanneer dergelijke voorwerpen worden gemeten door middel van lijnen of punten, is het niet alleen onmogelijk nauwkeurige vormgegevens te verkrijgen, maar is identificatie van de vorm zelf ook moeilijk.
Met de VR-serie hoeft u het voorwerp alleen maar op het platform te plaatsen en te scannen. De 3D-vorm van het voorwerp kan worden vastgelegd en er is geen positionering vereist.
Omdat de hoogte van het voorwerp in kleuren kan worden weergegeven en profielmeting op elk deel van het voorwerp mogelijk is, kunnen de locaties en precieze numerieke waarden van vormafwijkingen gevisualiseerd en geïdentificeerd worden. Daardoor kunnen de oorzaken van defecten die veroorzaakt worden door de mallen, matrijzen of vormingsomstandigheden soepel geïdentificeerd en gecorrigeerd worden.
Omdat de vormgegevens kwantitatief worden gemeten, is het mogelijk om rek eenvoudig te beheersen op basis van numerieke toleranties of om de metingen te gebruiken voor trendanalyse.
Samenvatting: Dramatische verbetering en hogere efficiëntie bij moeilijke metingen van rek
De VR-serie kan rek en andere 3D-doelvormen nauwkeurig en onmiddellijk meten door in 3D te scannen aan hoge snelheid zonder het voorwerp aan te raken.
- Omdat het volledige oppervlak wordt gemeten, is het mogelijk om alle locaties van rek op het voorwerp te identificeren en profielmetingen uit te voeren op elk gewenst deel.
- Er is geen positionering vereist. Plaats het voorwerp gewoon op het platform en druk op een knop om de meting te voltooien.
- 3D-vormen kunnen eenvoudig met hoge snelheden en hoge nauwkeurigheid worden gemeten. Hierdoor is het mogelijk in korte tijd een groot aantal voorwerpen te meten.
- Meerdere sets meetgegevens kunnen eenvoudig en kwantitatief worden vergeleken en geanalyseerd.
Daarnaast is het door het instellen van een tolerantie voor vlakheid mogelijk om eenvoudig OK/NG-producten te beoordelen en NG-producten te analyseren op basis van de gegevens. Dit maakt meting en visualisatie van rek mogelijk voor minuscule onderdelen en onderdelen met complexe vormen die met conventionele methoden niet kunnen worden gemeten. De VR-serie levert snelle en nauwkeurige metingen en naadloze gegevensanalyse met een dramatische verbetering van de werkefficiëntie.
