Technieken voor het meten van kromtrekken en golving voor betere resultaten

De metrologie-instrumenten die worden gebruikt om kromtrekken en golving op een oppervlak te meten, zijn onder meer meetklokken, profielmeters en coördinatenmeetmachines (CMM's). Omdat kromtrekken en golving echter driedimensionale kenmerken zijn, kan het moeilijk zijn ze nauwkeurig te meten met conventionele meetmethoden die eenvoudigweg punten en lijnen meten.
Afhankelijk van de vorm of grootte van het onderdeel zijn er veel situaties waarin conventionele methoden kromtrekken en golving niet nauwkeurig kunnen meten of fysiek helemaal niet in staat zijn kromtrekken en golving te meten.
Hier zullen we de basisprincipes van golving, kromtrekken en de verschillende meetmethoden die tegenwoordig gebruikelijk zijn, uitleggen. We zullen ook ingaan op de problemen bij conventionele meetmethoden voor golving en de nieuwste oplossingen ervoor.
- Golving en kromtrekken
- Evenwijdigheid en vlakheid
- Het belang van het meten van kromtrekken/golving en veelvoorkomende problemen
- Oplossingen voor veelvoorkomende meetproblemen met kromtrekken en golving
- Samenvatting: Dramatische verbetering en efficiëntere meting van kromtrekken/golving
Golving en kromtrekken
Golving/kromtrekken is een term die iets beschrijft dat draait en buigt. Over het algemeen verwijst golving/kromtrekken van een onderdeel naar een geleidelijk golvende vorm op zijn oppervlak.
Hoewel volgende afbeelding een extreem voorbeeld toont, kan het volledige oppervlak van het monster onderhevig zijn aan een combinatie van verdraaiing en buiging (naar boven en naar beneden), in het midden of aan de randen van het onderdeel. Wanneer nauwkeurigheid op micronniveau vereist is voor vlakheid, is visuele beoordeling onmogelijk.
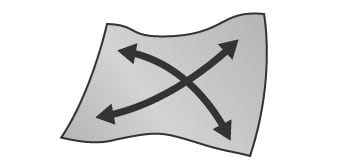
- A
- Verdraaiing
- B
- Buigen (naar boven en naar beneden)
- C
- Kromtrekken van de rand
De enige manier om kromtrekken en golving effectief te evalueren, is door te meten of de golvingen over het volledige doeloppervlak de toleranties voor vlakheid en evenwijdigheid voor een bepaald monster overschrijden. Vlakheid en evenwijdigheid worden hieronder in detail uitgelegd. Het meten van lichte golvingen over het volledige oppervlak kan zeer gecompliceerd zijn en tot enige moeilijkheden leiden. We zullen later de methoden introduceren voor het meten van kromtrekken en golving, veelvoorkomende problemen die mensen tegenkomen bij het uitvoeren van deze metingen, en oplossingen voor deze problemen.
Evenwijdigheid en vlakheid
Kromtrekken/golving samengesteld uit complexe golvingen kan worden gedefinieerd met behulp van GD&T (Geometric dimensioning and tolerancing - geometrische vorm- en positietolerantie). Het wordt over het algemeen bepaald door de vormtolerantie van vlakheid of de oriëntatietolerantie van evenwijdigheid. Hoewel ze in sommige opzichten vergelijkbaar zijn, vereist evenwijdigheid, in tegenstelling tot vlakheid, een gegeven (een referentievlak of -lijn).
Vlakheid
Vlakheid wordt gedefinieerd als de afwijking tussen een perfect plat oppervlak en het betreffende vlak. Hieronder ziet u een voorbeeld van een callout voor vlakheid op een technische tekening.


- a
- 0,3 mm afwijking of minder
Vlakheid kan worden berekend door twee perfect platte en evenwijdige vlakken boven en onder het te onderzoeken oppervlak te projecteren. Het eerste geprojecteerde vlak kan op het hoogste punt van het te onderzoeken oppervlak worden geplaatst. Het tweede geprojecteerde vlak kan dan op het laagste punt van het te onderzoeken oppervlak worden geplaatst. De loodrechte afstand tussen de twee geprojecteerde vlakken zou dan de resulterende vlakheidsmeting zijn. Wanneer de tolerantie aangeeft hoe plat het doeloppervlak moet zijn, moet de afstand tussen het geprojecteerde hoge punt en het geprojecteerde lage punt daarom kleiner zijn dan de vlakheidscallout om de tolerantiecontrole te doorstaan. In deze figuur wordt de afstand van 0,3 mm of minder gedefinieerd als de tolerantie.
Evenwijdigheid
Evenwijdigheid is een GD&T-callout die meet hoe evenwijdig twee lijnen of vlakken aan elkaar zijn.
Het grote verschil tussen vlakheid en evenwijdigheid is dat evenwijdigheid een gegeven vereist (een referentievlak of lijn).

- a
- Evenwijdige projectie
- b
- 0,05 mm afwijking of minder
Het vlak dat wordt aangegeven door de instructiepijl in de afbeelding moet evenwijdig zijn aan referentievlak A (een vlak dat wordt gedefinieerd als plat, zelfs als er sprake is van kromtrekken/golving op het eigenlijke voorwerp) en moet vallen tussen twee geprojecteerde vlakken die niet meer dan 0,05 mm van elkaar verwijderd zijn in de richting van de instructiepijl.
Voor dunne voorwerpen zoals materiaal van plaatmetaal, plastic folie, films, printplaten en beschermglas voor smartphones, kan variatie in dikte kromtrekken/golving veroorzaken en de evenwijdigheid aantasten.
Het belang van het meten van kromtrekken/golving en veelvoorkomende problemen
In veel gevallen treedt golving op als gevolg van hitte, restspanning of andere spanning tijdens de productie. Volgende processen en spanningen zijn typische oorzaken van buiging.
- Persen (restspanning veroorzaakt door ponsen of stampen)
- Omstandigheden tijdens het spuitgieten van kunststof (temperatuur en druk van de gesmolten kunststof en mal)
- Montage van componenten op printplaten (opwarming tijdens het reflowproces)
Bij plaatmaterialen met een ongelijkmatige dikte kan de opslagtemperatuur leiden tot kromtrekken/golving als gevolg van verschillen in de mate van thermische uitzetting.
Deze kromtrekking/golving is een vormfout die van invloed is op het fabricageproces en het rendement. Wanneer kromtrekken/golving optreedt op printplaten, kan dit contactstoringen veroorzaken, zoals het optillen van leads van gemonteerde elektronische componenten. Om de stabiliteit te behouden, is het belangrijk eventuele materiaalbuiging voor en na het vormen correct te meten.
Traditioneel worden verschillende meetmethoden gebruikt om kromtrekken/golving te meten, waaronder de volgende:
- Een hoogtemeter aan een arm bevestigen en de veranderende hoogtemetingen aflezen terwijl de meter langs het doeloppervlak wordt bewogen
- Een glazen hoofdstandaard met een plat oppervlak gebruiken en een optisch vlak in contact met het meetoppervlak plaatsen om het aantal resulterende strepen te tellen (optische interferentierand: ringen van Newton)
- Meting met behulp van een profielmeetsysteem of coördinatenmeetmachine
Het meten van kromtrekken/golvingen met behulp van deze conventionele meetinstrumenten van het contacttype kan enkele nadelen met zich meebrengen.
Veelvoorkomende problemen bij het meten van kromtrekken en golving met profielmeetsystemen

Een profielmeetsysteem meet en registreert het profiel van een voorwerp door het oppervlak te volgen met een taster die de stylus wordt genoemd.
De afgelopen jaren zijn er profielmeetsystemen ontwikkeld die een laser gebruiken in plaats van een stylus om complexe vormen te meten door het profiel contactloos te volgen. Sommige modellen zijn zelfs in staat om zowel de boven- als onderkant te meten.
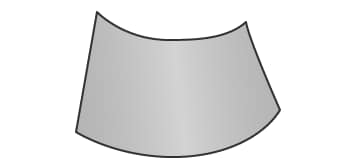
Het meten van kromtrekken/golvingen met behulp van een profielmeetsysteem stuit typisch op volgende uitdagingen:

- A
- Opwaartse helling
- B
- Dalende helling
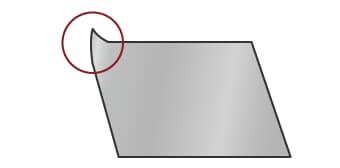
- Omdat het voorwerp wordt gemeten door te volgen langs een lijn, is het moeilijk driedimensionale kenmerken van kromtrekken/golving te identificeren.
- Het is niet mogelijk de toestand van het volledige doeloppervlak te identificeren.
- Wanneer er onregelmatigheden (gemonteerde chips) op het gemeten oppervlak zijn, zoals het geval is op een printplaat nadat componenten zijn gemonteerd, is het moeilijk om te detecteren of er op de printplaat zelf kromtrekken of golving aanwezig is.
- Het instellen van een referentievlak met behulp van enkele lijnen is moeilijk en als gevolg hiervan kunnen meetfouten optreden (zie afbeelding).
Veelvoorkomende problemen bij het meten van kromtrekken en golving met coördinatenmeetmachines

Meestal zal de taster bij het meten van kromtrekken of golving met een coördinatenmeetmachine contact maken met vier of meer hoeken op het gemeten oppervlak van het voorwerp.
In het geval van een plaat worden bijvoorbeeld over het algemeen zes tot acht punten verzameld. Wanneer het meetgebied groot is, kan de meetnauwkeurigheid van kromtrekken worden verbeterd door het aantal gegevenspunten te vergroten om meer meetgegevens te verzamelen.
Metingen van kromtrekken en golving stuiten echter op volgende problemen:

- A
- Voorwerp
- B
- taster
- Omdat gegevenspunten via contact worden verzameld, is het moeilijk de volledige vorm van het voorwerp te identificeren.
- Het meten van meer punten om meer meetgegevens te verzamelen kan tijdrovend zijn, en zelfs met meer gegevenspunten is een volledig begrip van het voorwerp in zijn geheel niet mogelijk.
Oplossingen voor veelvoorkomende meetproblemen met kromtrekken en golving
Omdat conventionele meetinstrumenten van het contacttype vormen meten met behulp van lijnen of punten, kunnen ze niet het volledige oppervlak van het meetdoel meten. Zelfs als er meer punten worden gemeten om meer meetgegevens te verzamelen, zijn er veel manuren nodig en is het misschien nog steeds niet mogelijk kromtrekken of golving en andere kenmerken van een complexe vorm voor het hele voorwerp te identificeren. In veel gevallen vereist het meten van kromtrekken of golving ervaring, kennis en vaardigheid die bedrijven mogelijk niet kunnen bieden. Zorgen voor het benodigde meetpersoneel is ook een groot probleem, net als afwijkingen in de meetresultaten tussen verschillende operators.
Om deze veelvoorkomende meetproblemen op te lossen, heeft KEYENCE de VR-Series 3D Optical Profilometer ontwikkeld.
De VR-serie legt met contactloze metingen nauwkeurig de 3D-vorm van een volledig oppervlak vast. Ze meet ook de volledige vorm door het voorwerp op het platform in amper één seconde met hoge nauwkeurigheid in 3D te scannen. Hierdoor kunnen kwantitatieve metingen en inspecties onmiddellijk worden uitgevoerd zonder afwijkingen in de meetresultaten. In dit gedeelte worden enkele specifieke voordelen geïntroduceerd die de VR-serie kan bieden.
Voordeel 1: Scant de 3D-vorm van het doeloppervlak. De vorm van het hele voorwerp kan onmiddellijk worden geïdentificeerd.
In het geval van flexibele onderdelen zoals O-ringen kan het meten en inspecteren van kromtrekken, golvingen of buiging met contactmeetinstrumenten moeilijk zijn omdat de druk van sondes of ander gereedschap de vorm van het onderdeel verandert.
Met de VR-serie hoeft u alleen het voorwerp op het platform te plaatsen en te scannen. De 3D-vorm van het voorwerp kan contactloos worden vastgelegd zonder dat het nodig is het vast te zetten. Met het systeem kunnen gemakkelijk hoogte-kleurenkaarten en snelle profielmetingen uitgevoerd worden, waardoor het mogelijk wordt de locaties en precieze numerieke waarden van vormdefecten te visualiseren en te identificeren. Zo kunnen de defecten veroorzaakt door de mallen, matrijzen en vormomstandigheden gemakkelijk geïdentificeerd en gecorrigeerd worden. Omdat de vormgegevens kwantitatief worden gemeten, is het mogelijk kromtrekken en golving eenvoudig te beheersen op basis van toleranties of de metingen te gebruiken voor trendanalyse.


Voordeel 2: Visualiseert kromtrekken en golving in een kleurenkaart. Deelt problemen met behulp van visuele gegevens.
Als gevolg van mechanische spanning kan tijdens het persen onverwachte vervorming van materialen optreden. Er moet voor worden gezorgd dat kromtrekken, golving en andere vormvervormingen worden voorkomen. Met conventionele meetinstrumenten van het contacttype kan het echter moeilijk zijn de kromming en golving van een volledig onderdeel te meten, met name bij kleine metalen onderdelen.
Zelfs met kleine en dunne metalen onderdelen kan de VR-serie in amper één seconde een contactloze scan van de volledige vorm uitvoeren wanneer u het onderdeel simpelweg op het platform plaatst. Dit maakt het mogelijk onmiddellijk de kromming of golving van het hele voorwerp vast te leggen en de gegevens in een kleurgecodeerde kaart uit te voeren. Door gegevens te delen die gemakkelijk te begrijpen en visueel te interpreteren zijn, kunnen defectlocaties en mogelijke oorzaken worden geïdentificeerd, wat leidt tot snelle tegenmaatregelen en de implementatie van preventief onderhoud.
Met de VR-serie is een strikte positionering van het voorwerp niet vereist. Door het onderdeel simpelweg op het platform te plaatsen, wordt de oriëntatie automatisch gecorrigeerd, waardoor kwantitatieve metingen en inspecties eenvoudig kunnen worden uitgevoerd.

- A
- Hoog
- B
- Laag

Voordeel 3: Analyseert meerdere gegevenssets tegelijk met verschillende opties voor gegevensweergave.
De VR-serie kan de 3D-vorm van een volledig onderdeel meten door het oppervlak van het voorwerp in amper één seconde te scannen. Dit maakt het mogelijk kwantitatieve metingen op een groot aantal onderdelen te doen in een kortere tijd dan met conventionele methoden. Meerdere sets van efficiënt verzamelde meetgegevens kunnen in lijsten worden weergegeven en dezelfde meetreeksen kunnen tegelijkertijd op alle gegevenssets worden toegepast.
Hierdoor kan vlakheid op meerdere onderdelen tegelijk worden gemeten en kan elke variatie in enkele ogenblikken worden geïdentificeerd. Dit maakt het mogelijk eenvoudig kwantitatieve analyses uit te voeren met betrekking tot de mate van kromtrekken of golving bij het vergelijken van OK-onderdelen en No Good-onderdelen.

- Links
- Met een conventioneel instrument is een nauwkeurige vergelijking moeilijk door verschillen in de meetlocaties en afwijkingen in de gemeten waarden.
- Rechts
- Met de VR-serie wordt de meting onmiddellijk uitgevoerd zonder dat het nodig is het voorwerp vast te zetten. Kwantitatieve vergelijking en analyse van meerdere sets meetresultaten kan eenvoudig worden uitgevoerd door ze naast elkaar weer te geven en dezelfde meetreeksen tegelijkertijd op alle gegevenssets toe te passen.

Samenvatting: Dramatische verbetering en efficiëntere meting van kromtrekken/golving
De VR-serie kan kromtrekken, golving en andere 3D-vervormingen onmiddellijk meten met behulp van snelle en contactloze 3D-scanning.
- Omdat het volledige oppervlak wordt gemeten, is het mogelijk alle locaties van kromtrekken en golving op het onderdeel te identificeren en profielmetingen uit te voeren op elke gewenste locatie.
- Contactloze, zeer nauwkeurige vormmeting is mogelijk, zelfs voor zachte voorwerpen zoals rubber en flexibele kunststof.
- Het is niet nodig het voorwerp vast te zetten. Plaats het onderdeel gewoon op het platform en druk op een knop om de meting uit te voeren.
- 3D-vormen kunnen worden geanalyseerd in een kleurenkaart. Door gegevens te delen die gemakkelijk te begrijpen en te visualiseren zijn, is het eenvoudig tegenmaatregelen te formuleren en te implementeren.
- Meerdere sets meetgegevens kunnen eenvoudig en kwantitatief worden vergeleken en geanalyseerd.
Hierdoor kunnen parameters zoals vlakheidstoleranties worden geconfigureerd voor meerdere sets meetgegevens tegelijkertijd. Identificatie van OK/No Good-producten en het delen van gegevens is mogelijk, waardoor een snelle analyse en probleemoplossing van slechte onderdelen mogelijk is. De VR-serie kan drastische verbeteringen opleveren in werkefficiëntie voor metingen, defectenanalyse en het implementeren van preventieve maatregelen.
