Een oplossing voor problemen bij het meten van matrijsslijtage
Matrijzen zijn essentieel bij het vormen van producten zoals auto-onderdelen, constructiematerialen, goederen en elektronische componenten. Omdat het verlagen van de productiekosten van matrijzen en het verlengen van de levensduur rechtstreeks verband houden met de productkosten en kwaliteit, zijn verbeteringen op het vlak van de matrijstechniek uiterst belangrijk voor het verbeteren van ons dagelijks leven.
Aangezien matrijzen essentieel zijn voor het vormen van een breed scala aan materialen, wordt er op deze pagina aandacht besteed aan de slijtage die optreedt bij het gebruik van matrijzen en worden er tegenmaatregelen uitgelegd om de levensduur van de matrijs te verlengen op basis van de kennis die momenteel beschikbaar is. Er volgt ook een introductie van de methoden voor het meten van matrijsslijtage, problemen bij conventionele meetmethoden en een oplossing voor deze problemen.
- Matrijsslijtage
- Tegenmaatregelen tegen abnormale slijtage
- Problemen bij conventionele metingen van matrijsslijtage
- Oplossing voor problemen bij het meten van matrijsslijtage
- Samenvatting: Dramatische verbetering en hogere efficiëntie bij moeilijke metingen van de matrijsslijtage
Matrijsslijtage
Matrijsslijtage is een fenomeen waarbij het oppervlak van een matrijs versleten raakt als gevolg van wrijvingen tussen de onderdelen wanneer de matrijs continu wordt gebruikt. Matrijsslijtage wordt ingedeeld in "abnormale slijtage" en "normale slijtage". Abnormale slijtage wordt veroorzaakt door ongeschikt materiaal of een ongeschikte vorm, metaalmoeheid en corrosie. Normale slijtage wordt veroorzaakt door contact met onderdelen of wrijvingen waardoor het matrijsoppervlak geleidelijk kleiner wordt.
Abnormale slijtage
Abnormale slijtage kan leiden tot fatale schade, zoals het defecten tijdens de werking of schade aan de matrijsholte of -kern. Typische soorten abnormale slijtage zijn de volgende vijf types. Van deze types abnormale slijtage komen abrasieve slijtage en adhesieve slijtage het vaakst voor bij matrijzen, en de manier van slijtage van deze twee types wordt invreten genoemd.
- Abrasieve slijtage:
- Abrasieve slijtage wordt ingedeeld in slijtage op twee lichamen en slijtage op drie lichamen. Slijtage op twee lichamen treedt op wanneer een harder materiaal in een zachter materiaal graaft. Slijtage op drie lichamen treedt op wanneer het matrijsoppervlak mechanisch wordt weggeslepen door slijtvast poeder (harde deeltjes). Deze manier van slijtage wordt graven genoemd.
-
Slijtage op twee lichamen 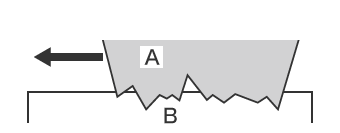
- A
- Harder materiaal
- B
- Zachter materiaal
Slijtage op drie lichamen 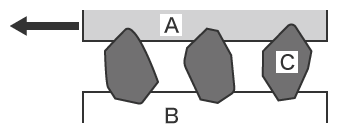
- A
- Harder materiaal
- B
- Zachter materiaal
- C
- Harde deeltjes
- Adhesieve slijtage:
- Adhesieve slijtage is een slijtageverschijnsel waarbij in contact komende uitstekende delen aan elkaar hechten en de hechtende delen vervolgens van het oppervlak losraken. Het wordt ook wel grijpen genoemd.
-
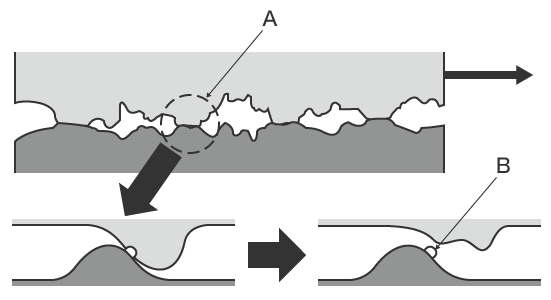
- A
- In contact komende onderdelen
- B
- Adhesie en scheiding
- Slijtage door materiaalmoeheid:
- Dit soort slijtage treedt op als gevolg van metaalmoeheid als gevolg van herhaaldelijk starten en stoppen. De herhaalde spanning veroorzaakt een verharding van het oppervlak, wat na verloop van tijd fijne barstjes veroorzaakt. Deze kleine barstjes ontwikkelen zich uiteindelijk tot grotere scheurtjes, wat resulteert in de scheiding van het oppervlak. De schuifspanning die de fijne barstvorming veroorzaakt, is het hoogst op een punt iets onder het oppervlak. Vanaf dit punt ontstaan de grotere barsten. Scheiding van visschubvormen (afschilfering) of grote vellen (schilfering) kan voorkomen.
- Wrijvingscorrosie:
- Deze slijtage vormt minieme putten in het oppervlak als gevolg van herhaalde kleine bewegingen (wrijvingen) die wrijvingskracht produceren op de oppervlakken van onderdelen die in elkaar passen. Op een oppervlak waar er wrijvingscorrosie is, treden er fijne barstjes op. Omdat er op deze locatie externe belasting en wrijfkracht worden toegepast, wordt de moeheidssterkte verminderd tot de helft of minder van het oorspronkelijke niveau, wat kan leiden tot een moeheidsbreuk.
- Corrosieslijtage:
- Deze slijtage treedt op wanneer er oppervlaktemateriaal wordt verwijderd bij een glijdend onderdeel wegens een elektrisch potentiaalverschil tussen de metalen dat wordt gegenereerd in een corrosieve atmosfeer. De toevoeging van wrijvingen versnelt de slijtageschade nog verder. Dit wordt ook wel chemische slijtage genoemd. Het treedt op als gevolg van de mechanische werking van wrijvingen en de chemische reactie met een gas- of vloeistofatmosfeer. Wanneer dit type slijtage optreedt in een vloeibare atmosfeer, wordt dit ook wel erosiecorrosie genoemd.
Normale slijtage
Deze slijtage treedt op bij normaal gebruik in gevallen waarin er noch abrasieve slijtage noch adhesieve slijtage optreedt. Normale slijtage wordt ingedeeld in aanvangsslijtage en slijtage in stabiele toestand. Aanvangsslijtage wordt ook montageslijtage genoemd en treedt op wanneer er fijne oppervlakteonregelmatigheden van de materialen worden verwijderd na de start van het gebruik. Slijtage in stabiele toestand is normale slijtage die optreedt bij langdurig gebruik. Door een onderdeel te vervangen met een nieuw onderdeel wanneer het de ingestelde waarde heeft bereikt die wordt gebruikt voor normaal slijtagebeheer, is het mogelijk matrijsstoringen en -defecten te voorkomen.
Tegenmaatregelen tegen abnormale slijtage
In dit gedeelte worden de tegenmaatregelen uitgelegd tegen abrasieve slijtage en adhesieve slijtage, die typische vormen van abnormale matrijsslijtage zijn.
Tegenmaatregelen tegen abrasieve slijtage
Maatregelen tegen abrasieve slijtage zijn verschillend voor slijtage op twee lichamen en slijtage op drie lichamen.
- Slijtage op twee lichamen:
- Mogelijke tegenmaatregelen voor de slijtage op twee lichamen zijn onder meer het verhogen van de materiaalhardheid en het gebruik van een staalsoort die grote hoeveelheden carbiden bevat. Omdat de slijtvastheid over het algemeen hoger is wanneer het oppervlak harder is, is het uitvoeren van quenching, nitreren of een soortgelijke behandeling van de matrijs ook effectief.
- Slijtage op drie lichamen:
- Om de slijtage op drie lichamen te voorkomen, moeten de glijvlakken van de machine volledig worden afgedicht om te voorkomen dat er zand of andere slijpdeeltjes binnendringen. Een effectieve tegenmaatregel is het installeren van een filter in het smeersysteem, zodat dergelijke deeltjes snel kunnen worden verwijderd als ze in het systeem terechtkomen.
Maatregelen tegen adhesieve slijtage
Mogelijke tegenmaatregelen tegen adhesieve slijtage zijn onder meer het gebruik van matrijsmateriaal dat de nodige hardheid en robuustheid heeft. In feite zijn er echter grenzen aan tegenmaatregelen die alleen kunnen worden uitgevoerd door het matrijsmateriaal te verbeteren. Om deze reden is het noodzakelijk om tegenmaatregelen te nemen die adhesie voorkomen door de wrijvingscoëfficiënt tussen het matrijsoppervlak en het werkstuk te verminderen. Het optimaliseren van de smering is bijzonder belangrijk, en het is noodzakelijk om het smeermiddel gelijkmatig aan te brengen, matrijzen te ontwerpen om te voorkomen dat het smeermiddel opraakt en de bewerkingsomstandigheden te optimaliseren. Een behandeling van het harde oppervlak om de wrijvingscoëfficiënt te verlagen, is ook effectief.
Problemen bij conventionele metingen van matrijsslijtage
Het is uiterst belangrijk om te controleren of de slijtage van de matrijs binnen de toleranties valt. Met name bij matrijzen die worden gebruikt voor vormen onder hoge druk, is er een nauwkeurige en kwantitatieve 3D-vormmeting vereist.
Conventionele metingen van matrijsslijtage maken gebruik van profielmeetsystemen of coördinatenmeetmachines. Er zijn echter verschillende problemen bij het meten met een conventionele coördinatenmeetmachine of profielmeetsysteem. Deze omvatten de hoge moeilijkheidsgraad die nodig is om nauwkeurige metingen te verkrijgen en de variaties in de gemeten waarden. De kwantificering van de gemeten gegevens is ook moeilijk, en trendanalyses en andere analyses met betrekking tot de veroudering van de matrijs zijn problematisch.
Problemen bij het meten van matrijsslijtage met behulp van een profielmeetsysteem
Een profielmeetsysteem meet en registreert het profiel van een voorwerp door het oppervlak met een stylus te volgen. De afgelopen jaren zijn er profielmeetsystemen ontwikkeld die een laser gebruiken in plaats van een stylus om complexe vormen te meten door het profiel contactloos te volgen. Sommige modellen zijn zelfs in staat om zowel de boven- als onderkant te meten.
Een profielmeetsysteem moet een nauwkeurige meetlijn trekken voor de meetpunten.
Dit brengt de volgende problemen met zich mee.
- Het meetwerk vergt veel tijd, inclusief tijd voor het bevestigen van de matrijs aan een mal en het nivelleren. Ook zijn kennis en vaardigheden vereist met betrekking tot het gebruik van profielmeetsystemen om een voorwerp nauwkeurig waterpas te plaatsen.
- De stylus van een profielmeetsysteem beweegt op en neer in een boog gecentreerd op het draaipunt van de stylusarm, en de punt van de stylus beweegt ook in de richting van de X-as. Dit levert fouten op in de gegevens op de X-as.
- De gewenste lijn volgen met de stylus is buitengewoon moeilijk werk, en zelfs een kleine verschuiving van de stylus veroorzaakt een fout in de gemeten waarden.
- Slechts een deel van een object kan worden gemeten en evaluatie van het hele oppervlak is niet mogelijk.
Problemen bij het meten van matrijsslijtage met behulp van een coördinatenmeetmachine

Typische coördinatenmeetmachines meten vormen door te "scannen", waarbij er een taster wordt gebruikt om de vorm te traceren en te meten. Dit soort scannen meet grote aantallen punten met een bepaalde helling.
Deze meetmethode brengt echter de volgende problemen met zich mee.
- Ervoor zorgen dat de taster beweegt zoals bedoeld, namelijk van rechte lijnen langs het midden van een cilinder of gebogen oppervlak tot lijnen die door het midden van een cirkel gaan, is een uiterst moeilijke taak. In het geval van een afgeronde hoek met een kleine middelpuntshoek, omdat de hele cirkel wordt berekend vanuit een korte boog, wordt zelfs een kleine meetfout enorm vergroot. Dergelijke afwijkingen in de meetpunten kunnen resulteren in een kleine variatie in de gemeten waarden.
- Bij het meten van een kleine 3D-vorm kan de taster mogelijk geen contact maken met de meetposities. Omdat de meetnauwkeurigheid evenredig is met het aantal punten of lijnen dat wordt gemeten, is het noodzakelijk om een groot aantal punten of lijnen te meten.
Op deze manier brengt het meten met een coördinatenmeetmachine aanzienlijke problemen met zich mee, waaronder het feit dat niet alle bedieners op de werkplek nauwkeurig vormen kunnen meten, de aanwezigheid van onderdelen die helemaal niet kunnen worden gemeten en beperkte locaties waar de machine kan worden geïnstalleerd.
Oplossing voor problemen bij het meten van matrijsslijtage
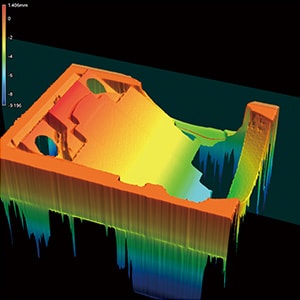
De meetinstrumenten die gewoonlijk worden gebruikt, brengen problemen met zich mee zoals de lange tijd die nodig is om het voorwerp te positioneren en het feit dat de meting van driedimensionale voorwerpen en gebieden wordt uitgevoerd door middel van punt- of lijncontact. Om deze meetproblemen op te lossen, heeft KEYENCE de 3D Optical Profilometer VR Series ontwikkeld.
De VR-serie legt nauwkeurig de 3D-vorm van het volledige oppervlak van het voorwerp vast zonder het aan te raken. Het meet ook de 3D-vorm door het object op het platform in amper één seconde met hoge nauwkeurigheid in 3D te scannen. Het is in staat tot onmiddellijke en kwantitatieve metingen zonder fouten in de meetresultaten. In dit gedeelte worden enkele specifieke voordelen van de VR-serie geïntroduceerd.
Voordeel 1: Meet een groot aantal punten in slechts één seconde
De VR-serie verkrijgt oppervlaktegegevens (800.000 punten) voor de 3D-doelvorm in amper één seconde, waardoor de tijd die nodig is voor het meten van grote aantallen punten drastisch wordt verkort. Het meet nauwkeurig en onmiddellijk de maximale en minimale onregelmatigheden op het volledige doeloppervlak, waardoor een snelle evaluatie van alle locaties op het object mogelijk is op basis van de vooraf ingestelde toleranties. Dit maakt het mogelijk om moeilijk te definiëren toestanden, zoals de mate van slijtage of afbrokkeling, te beheersen.
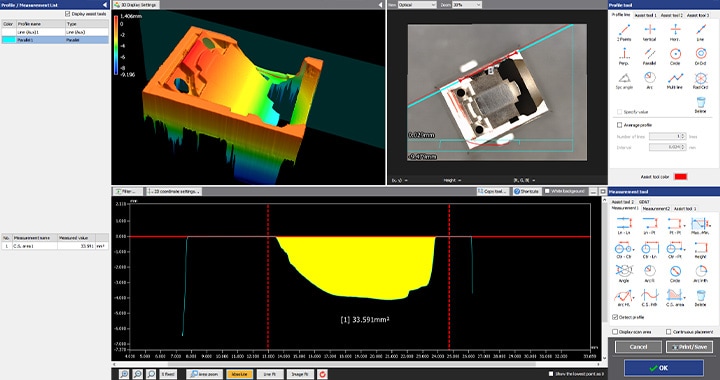
Nadat een werkstuk is gescand, kan het profiel (dwarsdoorsnede) ook worden gemeten op locaties die verschillen van de locaties die bij eerdere metingen zijn gebruikt. Dit elimineert de noodzaak om hetzelfde voorwerp opnieuw in te stellen en te meten.

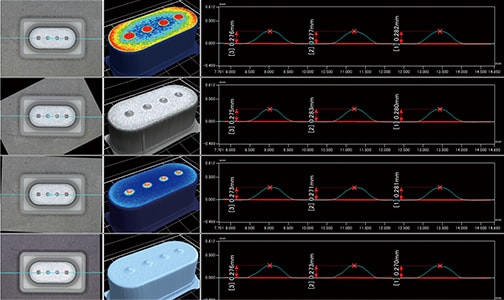
Voordeel 2: Vergelijkt metingen tussen onderdelen of met CAD-gegevens
De VR-serie kan meer dan alleen efficiënt gegevens verzamelen. De meetgegevens kunnen in een lijst worden weergegeven en dezelfde analyse-inhoud kan tegelijkertijd op alle gegevens worden toegepast.
Zo is het bijvoorbeeld mogelijk om de vormen te meten van producten die geproduceerd zijn met zowel een nieuwe als een oude matrijs, en om de verschillen in de vorm als gevolg van de matrijzen te identificeren. Daarnaast is het ook mogelijk om CAD-gegevens te laden om snel te identificeren in hoeverre een mislukt product verschilt van een goed product. Dit maakt eenvoudige kwantitatieve analyses en evaluaties van de matrijsslijtage mogelijk.
De VR-serie kan snel objecten met complexe vormen meten, iets wat voorheen veel arbeid en tijd vergde. Alle meetresultaten zijn digitaal, waardoor het werk dat nodig is voor de daaropvolgende gegevensvergelijking en -analyse aanzienlijk wordt verminderd.
Samenvatting: Dramatische verbetering en hogere efficiëntie bij moeilijke metingen van de matrijsslijtage
De VR-serie is in staat om snel de mate van slijtage van een matrijs te meten en te kwantificeren, een meting die voorheen veel ervaring vereiste, tijdrovend was of onmogelijk was voor complexe matrijzen. Hierdoor kan de VR-serie de productkwaliteit evalueren met een hoger niveau van nauwkeurigheid en efficiëntie.
- Omdat het volledige oppervlak wordt gemeten, worden er gegevens voor een groot aantal punten tegelijkertijd verkregen. Dit kan de tijd die nodig is voor het meten van complexe vormen, aanzienlijk verkorten.
- Met de VR-serie kunnen meerdere sets meetgegevens ter vergelijking in een lijst worden weergegeven, waardoor er meerdere verschillen in vervorming door slijtage kunnen worden geïdentificeerd en geanalyseerd.
- Door een product te scannen dat is gevormd door te persen en de gemeten gegevens te vergelijken met CAD-gegevens, is het mogelijk om nauwkeurig de condities van de matrijsslijtage te identificeren.
- Dit elimineert afwijkingen als gevolg van menselijke factoren, waardoor echte kwantitatieve metingen mogelijk worden.
- Zonder dat positionering of andere voorbereiding nodig is, kan de meting eenvoudig worden uitgevoerd door het voorwerp op het platform te plaatsen en op een knop te drukken. Hierdoor is het niet meer nodig een gespecialiseerde operator voor meetwerk aan te stellen.
- 3D-vormen kunnen eenvoudig met hoge snelheden en hoge nauwkeurigheid worden gemeten. Hierdoor is het mogelijk in korte tijd een groot aantal voorwerpen te meten en daarmee de kwaliteit te verbeteren.
Dit systeem maakt ook vergelijkingen met eerdere 3D-vormgegevens mogelijk, alsook eenvoudige gegevensanalyse, zoals ruwheidsverdeling. Het kan effectief worden gebruikt voor een breed scala aan doeleinden, waaronder trendanalyses van matrijsslijtage in de loop van de tijd en het controleren van de omstandigheden van materiaalverlies.
