Szinterezett alkatrészek vizsgálata és mérése digitális mikroszkóppal
A szinterezett alkatrészek úgy készülnek, hogy fém öntőformákba fém- vagy kerámiaport töltenek, majd olvadáspontjuknál alacsonyabb hőmérsékleten összesütik és megkeményítik az öntőformában lévő alkatrészeket. A szinterezés előnye, hogy csupán kevés energiát igényel, az anyagveszteség minimális, és a másodlagos feldolgozás sem igényel sem időt, sem erőfeszítést, mert nem kell megolvasztani a fémeket. Ez a rész áttekinti a szinterezést, és példákat ad a szinterezett alkatrészek digitális mikroszkóppal történő vizsgálatára és mérésére.

- A szinterezés előnyei és hátrányai
- A szinterezés elve
- A szinterezés folyamata
- Példák szinterezett alkatrészek vizsgálatára és mérésére digitális mikroszkóppal
A szinterezés előnyei és hátrányai
A szinterezést különféle alkatrészek gyártása során használjak, mert nem igényli az anyagok megolvasztását.
- A szinterezés előnyei
-
- Szinte bármilyen olyan anyag használható, amelyből por állítható elő.
- Sok esetben nincs szükség másodlagos feldolgozásra.
- Kicsi az anyagveszteség.
- Bonyolult alakkal rendelkező öntvények is készíthetők.
- Az anyagok szabadon keverhetők.
- A szinterezett anyagok porózusak, így könnyűek is.
- Még a magas olvadáspontú anyagok is feldolgozhatók.
- A szinterezés hátrányai
-
- Port dolgoznak fel, ami növeli az anyagköltséget.
- Szinterezés közben az alkatrészek összezsugorodnak.
- A szinterezett alkatrészek mechanikai tulajdonságai (például a szilárdságuk) gyengébbek, mint az öntéssel vagy préseléssel készített alkatrészeké.
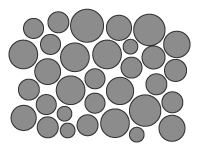
A szinterezés elve
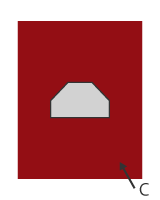
A szilárd halmazállapotú por alkotta felületek instabilak, mert az atomok, molekulák és ionok nem kötődnek egymáshoz. A szilárd halmazállapotú por hevítésekor nyaknak nevezett kötések jönnek létre. Ahogy az atomok, molekulák és ionok a por részecskéinek felszínéről a nyakakba helyeződnek át (diffundálnak), a nyakak egyre nagyobbak lesznek, a felszín területe pedig csökken. Ahogy a nyakak egyre nőnek a kezdeti, a közbülső és a végső fázisban, nő a sűrűségük, és végbemegy az összesülés.
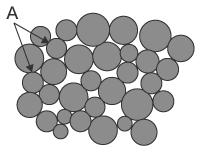
- A: Nyak
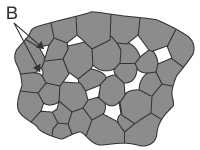
- B: Nyitott pórusok
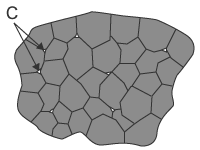
- C: Zárt pórusok
A külső levegővel kapcsolatban álló pórusokat nyílt pórusoknak nevezzük, a tárgyban elszigetelteket pedig zárt pórusoknak.
A szinterezés folyamata
- Határozza meg az anyagporok keverési arányát, és keverje őket össze egy keverővel, amíg egyenletes eloszlású keveréket nem kap.
- Tegye a porkeveréket egy fém öntőformába, és préssel alakítsa ki a formáját.
- Hevítse az öntőformában lévő alkatrészt szinterező kemencében néhány órán át.
Az anyagporok nem olvadnak meg, mert az öntőformában lévő alkatrészt az olvadási pontjuk alatti hőmérsékleten sütik össze, hogy megkeményedjen. A hosszú időn át tartó hevítés hatására az anyagporok erősen egymáshoz kötődnek, és szinterezett öntvény keletkezik belőlük.
A szinterező kemencéket gázzal töltik meg, hogy megakadályozzák a szinterezett öntvények oxidálódását.
A szinterezett öntvények a pontosság növelése érdekében forgácsolhatók és csiszolhatók, a keménység növelése érdekében pedig hőkezelhetők.

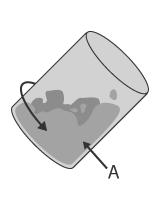
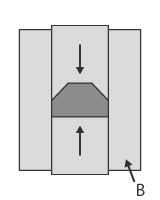
- A: Keverő
- B: Prés
- C: Szinterező kemence
Példák szinterezett alkatrészek vizsgálatára és mérésére digitális mikroszkóppal
Az alábbiakban felsoroljuk a legújabb példákat a szinterezett alkatrészek vizsgálatára és mérésére a KEYENCE VHX sorozatú 4K-s digitális mikroszkópjával.

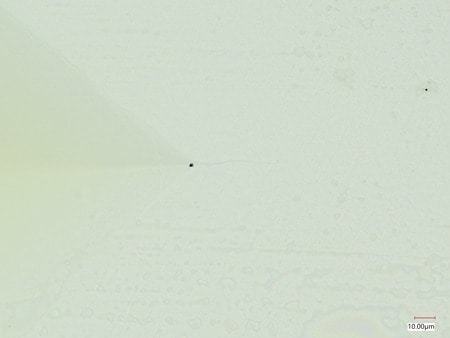
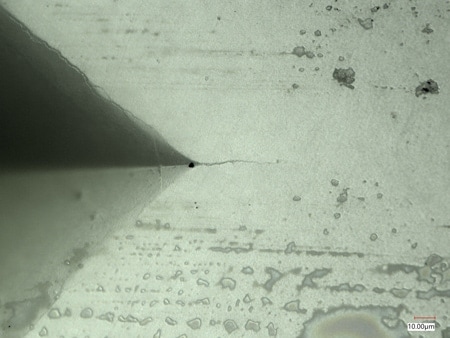
Kis részecskehatár-sűrűség (kis szilárdság)

Nagy részecskehatár-sűrűség (nagy szilárdság)
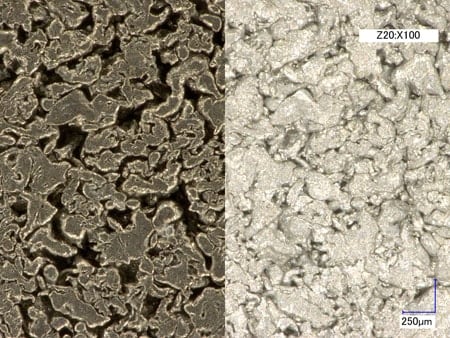
Balra: A tartozékkal/Jobbra: A tartozék nélkül
A változtatható szögű megvilágítást biztosító tartozék segítségével jól láthatók a pórusok.
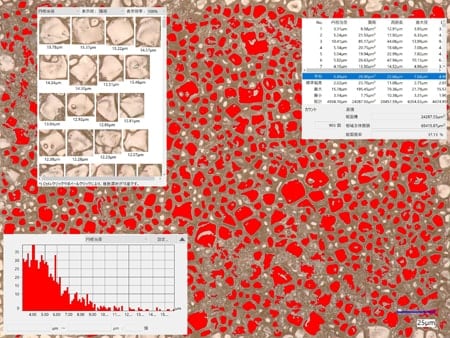
A szemcséket pásztázó elektronmikroszkóppal (SEM) méretük alapján, szemmel szokták megszámolni. Ez a folyamat most már automatikusan elvégezhető az automatikus területmérő funkcióval.

Mérés előtt
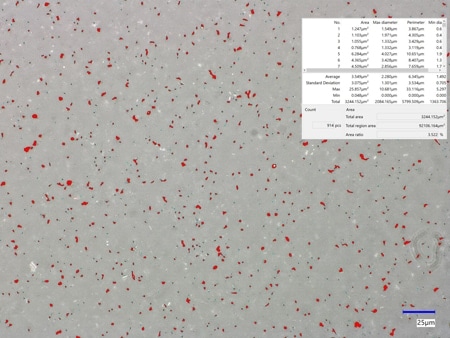
Az automatikus területmérés képe
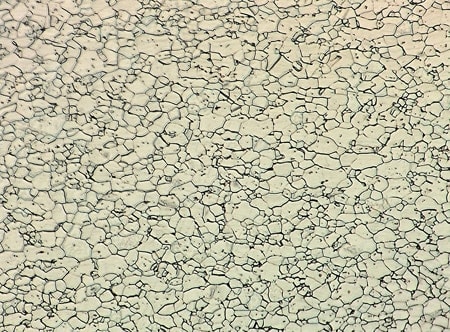
Mérés előtt
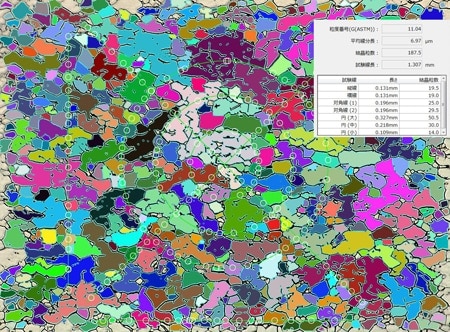
Az automatikus területmérés (szemcseméret-elemzés) képe
Az automatikus területmérő funkcióval lehetővé válik a pontos szemcseméret-elemzés, ami jelentősen csökkenti az elemzési munka mennyiségét.

