Messung von Wölbung und Welligkeit für bessere Ergebnisse
Zu den Messsystemen, die zur Messung von Wölbung und Welligkeit auf einer Oberfläche verwendet werden, gehören Messuhren, Profilmesssysteme und 3D-Koordinatenmessgeräte (KMGs). Da es sich bei Wölbung und Welligkeit jedoch um dreidimensionale Merkmale handelt, ist es schwierig, sie mit gängigen Messmethoden, die lediglich Punkte und Linien messen, präzise zu erfassen.
Je nach Form oder Größe des Messobjekts gibt es viele Situationen, in denen handelsübliche Messsysteme nicht in der Lage sind, Wölbung und Welligkeit präzise zu messen.
Hier erklären wir Ihnen die Grundlagen der Welligkeit, der Wölbung und der verschiedenen gängigen Messmethoden. Außerdem werden die Herausforderungen gängiger Messmethoden in Bezug auf die Welligkeit und die neuesten Lösungen dafür vorgestellt.
- Welligkeit und Wölbung
- Parallelität und Ebenheit
- Bedeutung der Messung von Wölbung/Welligkeit und häufige Herausforderungen
- Lösungen für allgemeine Herausforderungen bei der Messung von Wölbung und Welligkeit
- Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei Messungen von Wölbung und Welligkeit
Welligkeit und Wölbung
Mit den Begriffen Welligkeit und Wölbung werden Verdrehungen und Biegungen von Messobjekten beschrieben. Im Allgemeinen bezieht sich der Begriff auf eine allmählich gewellte Form auf der Oberfläche.
Obwohl die folgende Abbildung ein extremes Beispiel zeigt, kann die gesamte Oberfläche eines Messobjekts einer Kombination aus Verdrehung und Biegung (nach oben und nach unten) in der Mitte oder an den Rändern ausgesetzt sein. In Fällen, in denen eine Genauigkeit im Mikrometerbereich für die Ebenheit erforderlich ist, ist eine visuelle Beurteilung schwierig.
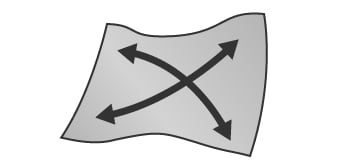
- A
- Verdrehung
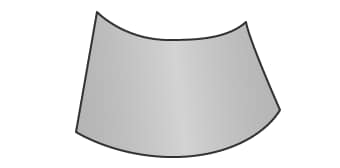
- B
- Biegung (nach oben und nach unten)
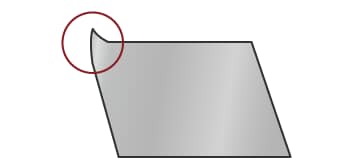
- C
- Kantenverzug
Die einzige Möglichkeit, Wölbung und Welligkeit effektiv zu bewerten, besteht darin, zu messen, ob die Wellen auf der gesamten Messobjektoberfläche die Ebenheits- und Parallelitätstoleranzen überschreiten oder nicht. Ebenheit und Parallelität werden weiter unten im Detail erklärt. Die Messung von leichten Unebenheiten über die gesamte Oberfläche kann sehr kompliziert sein und führt zu einigen Herausforderungen. Später werden wir die Methoden zur Messung von Wölbung und Welligkeit, die häufigsten Herausforderungen, die bei diesen Messungen auftreten und Lösungen für diese Herausforderungen vorstellen.
Parallelität und Ebenheit
Wölbungen und Welligkeit, die aus komplexen Wellenbewegungen bestehen, können anhand von Form- und Lagetoleranzen definiert werden. Sie werden im Allgemeinen durch die Formtoleranz der Ebenheit oder die Ausrichtungstoleranz der Parallelität definiert. Obwohl sie in mancher Hinsicht ähnlich sind, erfordert die Parallelität im Gegensatz zur Ebenheit einen Bezugspunkt (eine Bezugsebene oder -linie).
Ebenheit
Die Ebenheit ist definiert als die Abweichung zwischen einer perfekt ebenen Oberfläche und der Fokusebene. Im Folgenden sehen Sie ein Beispiel für eine Ebenheitsabbildung in einer technischen Zeichnung.
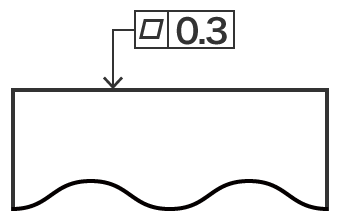
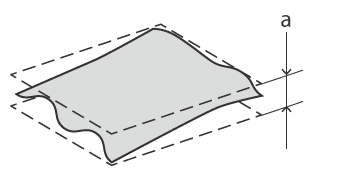
- a
- Abweichung von 0,3 mm oder weniger
Die Ebenheit kann berechnet werden, indem man zwei vollkommen ebene und parallele Ebenen über und unter die zu untersuchende Oberfläche projiziert. Die erste projizierte Ebene kann auf den höchsten Punkt der Fokusebene gelegt werden. Die zweite projizierte Ebene kann dann auf den tiefsten Punkt der Fokusebene gelegt werden. Der senkrechte Abstand zwischen den beiden projizierten Ebenen wäre dann die resultierende Ebenheitsmessung. Wenn also die Toleranz angibt, wie eben das Messobjekt sein soll, muss der Abstand zwischen der projizierten Hochpunkt-Ebene und der projizierten Tiefpunkt-Ebene kleiner sein als die zu beurteilende Ebene, um die Toleranzprüfung zu bestehen. In dieser Abbildung ist der Abstand von 0,3 mm oder weniger als Toleranz definiert.
Parallelität
Parallelität ist eine Form- und Lagetoleranz, die misst, wie parallel zwei Linien oder Ebenen zueinander sind.
Der Hauptunterschied zwischen Ebenheit und Parallelität besteht darin, dass Parallelität einen Bezugspunkt (eine Bezugsebene oder -linie) erfordert.
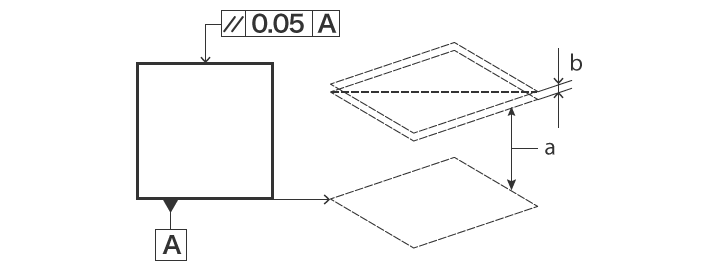
- a
- Parallele Projektion
- b
- Abweichung von 0,05 mm oder weniger
Die durch den Richtungspfeil in der Abbildung angezeigte Ebene muss parallel zur Bezugsebene A verlaufen (eine Ebene, die auch dann als eben gilt, wenn das Messobjekt selbst Wölbungen oder Wellen aufweist) und zwischen zwei projizierten Ebenen liegen, die in Richtung des besagten Richtungspfeils nicht mehr als 0,05 mm voneinander entfernt sind.
Bei dünnen Messobjekten wie Metallplatten, Kunststoffplatten, Folien, Leiterplatten und Smartphone-Schutzglas können Schwankungen in der Dicke zu Wölbung/Welligkeit führen und die Parallelität beeinträchtigen.
Bedeutung der Messung von Wölbung/Welligkeit und häufige Herausforderungen
In vielen Fällen ist die Welligkeit eine Folge von Hitze, Eigenspannung oder anderen Spannungen während der Herstellung. Die folgenden Prozesse und Spannungen sind typische Ursachen für eine Krümmung:
- Pressen (Eigenspannung durch Stanzen oder Prägen)
- Bedingungen beim Kunststoffspritzgießen (Temperatur und Druck des geschmolzenen Kunststoffs und der Form)
- Montage von Komponenten auf Leiterplatten (Erhitzung während des Reflow-Prozesses)
Bei Plattenmaterialien, die eine ungleichmäßige Dicke aufweisen, kann die Lagertemperatur aufgrund von Unterschieden in der Wärmeausdehnungsrate zu Wölbung und Welligkeit führen.
Dies ist ein Formfehler, der sich auf den Herstellungsprozess und die Produktionsquote auswirken kann. Wenn sich die Leiterplatten verziehen, kann dies zu Kontaktfehlern führen, wie z. B. zum Abheben der Anschlussstifte der montierten elektronischen Komponenten. Um die Stabilität zu erhalten, ist es wichtig, die Materialkrümmung vor und nach dem Formen korrekt zu messen.
Zur Messung von Wölbung und Welligkeit wird traditionell eine Vielzahl von Messmethoden verwendet:
- Anbringen eines Höhenmessers an einem Arm und Ablesen der sich ändernden Höhenmessungen, während der Höhenmesser entlang der Oberfläche des Messobjekts geführt wird
- Verwendung eines Glasmaßstabs mit einer flachen Oberfläche und Positionierung der Plangläser auf der Messfläche, um die Anzahl der resultierenden Streifen zu messen (optische Interferenzstreifen: Newtonsche Ringe)
- Messung mit einem Profilmesssystem oder 3D-Koordinatenmessgerät
Die Messung von Wölbung und Welligkeit mit diesen handelsüblichen taktilen Messsystemen kann einige Herausforderungen mit sich bringen.
Häufige Herausforderungen bei der Messung von Wölbung und Welligkeit mit Profilmesssystemen
Ein Profilmesssystem oder Konturograph misst und erfasst das Profil eines Messobjekts, indem es dessen Oberfläche mit einem Taststift, auch als Messtaster bezeichnet, nachfährt.
In den letzten Jahren wurden Profilmesssysteme entwickelt, die mit einem Laser anstelle eines Taststifts komplexe Formen messen, indem sie das Profil berührungslos verfolgen. Einige Modelle sind sogar in der Lage, Messungen sowohl der Ober- als auch der Unterseite durchzuführen.
Bei der Messung von Wölbung und Welligkeit mit einem Profilmesssystem ergeben sich in der Regel die folgenden Herausforderungen auf:
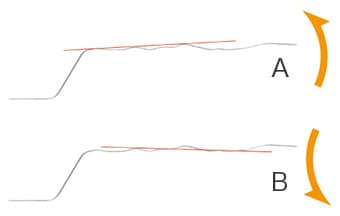
- A
- Neigung nach oben
- B
- Neigung nach unten
- Da das Messobjekt durch Abtasten entlang einer Linie gemessen wird, ist es schwierig, dreidimensionale Verformungsmerkmale zu erkennen.
- Es ist nicht möglich, die Beschaffenheit der gesamten Messobjektoberfläche zu ermitteln.
- Wenn sich auf der gemessenen Oberfläche Unregelmäßigkeiten (montierte Chips) befinden, wie es auf einer Leiterplatte nach der Bestückung der Fall ist, ist es schwierig zu erkennen, ob die Leiterplatte selbst gewölbt bzw. gewellt ist oder nicht.
- Das Festlegen einer Bezugsebene mit Hilfe von einzelnen Linien ist schwierig, weshalb es zu Fehlern bei der Messung kommen kann (siehe Abbildung).
Häufige Herausforderungen bei der Messung von Wölbung und Welligkeit mit 3D-Koordinatenmessgeräten

Bei der Messung von Wölbungen oder Welligkeit mit einem 3D-Koordinatenmessgerät muss der Messtaster in der Regel mindestens vier Ecken der Messobjektoberfläche berühren.
Bei einer Platte zum Beispiel werden üblicherweise sechs bis acht Punkte gemessen. Wenn die Messfläche groß ist, kann die Genauigkeit der Wölbungsmessung verbessert werden, indem die Anzahl der Datenpunkte erhöht wird, um mehr Messdaten zu sammeln.
Bei der Messung von Wölbung und Welligkeit treten jedoch folgende Herausforderungen auf:
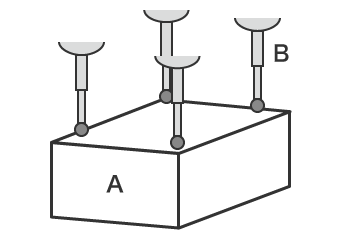
- A
- Messobjekt
- B
- Messtaster
- Da die Datenpunkte durch Kontakt erfasst werden, ist es schwierig, die gesamte Form des Messobjekts zu erkennen.
- Mehr Punkte zu messen, um mehr Messdaten zu erhalten, kann zeitaufwändig sein, und selbst mit mehr Datenpunkten ist ein vollständiges Verständnis des Messobjekts in seiner Gesamtheit schwierig.
Lösungen für allgemeine Herausforderungen bei der Messung von Wölbung und Welligkeit
Da handelsübliche taktile Messsysteme Formen anhand von Linien oder Punkten messen, können sie nicht die gesamte Oberfläche des Messobjekts erfassen. Selbst wenn mehr Punkte gemessen werden, um mehr Messdaten zu erhalten, ist ein hoher Zeitaufwand erforderlich. Dennoch ist es weiterhin nicht möglich, Wölbungen bzw. Welligkeit und andere Merkmale der komplexen Form des gesamten Messobjekts zu erkennen. In vielen Fällen erfordert die Messung von Wölbungen oder Welligkeit Erfahrung, Wissen und Fähigkeiten, die Unternehmen möglicherweise nicht bieten können. Auch die Bereitstellung des erforderlichen Personals für die Messungen ist eine große Herausforderung, ebenso wie die Schwankungen der Messergebnisse zwischen den verschiedenen Anwendern.
Um diese gängigen Herausforderungen bei der Messung zu lösen, hat KEYENCE das 3D-Profilometer der Modellreihe VR entwickelt.
Die Modellreihe VR erfasst präzise die 3D-Form einer gesamten Oberfläche anhand einer berührungslosen Messung. Die gesamte Oberfläche kann zudem durch einen 3D-Scan des Messobjekts auf dem Objekttisch mit hoher Präzision gemessen werden. So lassen sich quantitative Messungen und Prüfungen sofort durchführen, ohne dass die Messergebnisse variieren. In diesem Abschnitt werden einige Vorteile der Modellreihe VR vorgestellt.
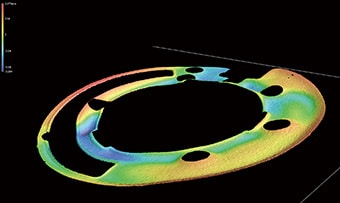
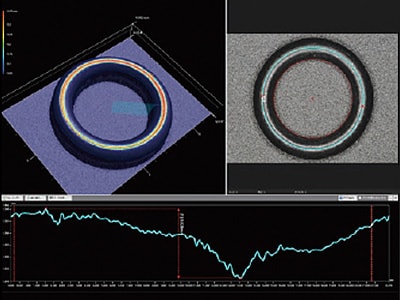
Vorteil 1: 3D-Scan der gesamten Messobjektoberfläche. Die gesamte Messobjektoberfläche kann sofort erkannt werden
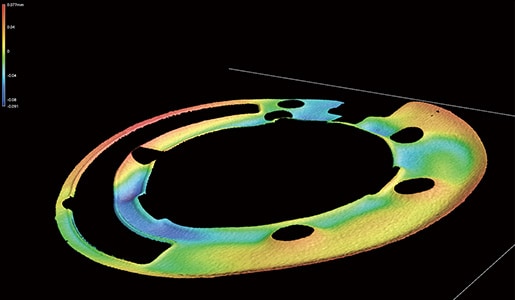
Bei flexiblen Messobjekten wie O-Ringen kann das Messen und Prüfen von Wölbungen, Welligkeit oder Krümmungen mit taktilen Messsystemen schwierig sein, da der Druck von Messtastern oder anderen Werkzeugen die Form des Messobjekts verändert.
Mit der Modellreihe VR müssen Sie das Messobjekt nur auf dem Tisch platzieren und scannen. Die 3D-Form des Messobjekts kann berührungslos erfasst werden, eine Positionierung ist nicht erforderlich. Das System ermöglicht die einfache Erstellung von Höhenfarbkarten und eine schnelle Durchführung von Profilmessungen, die es ermöglichen, die Positionen und genauen Zahlenwerte von Formfehlern zu visualisieren und zu identifizieren. Auf diese Weise lassen sich Fehler, die durch die Formen, Matrizen und Umformbedingungen verursacht werden, einfach identifizieren und korrigieren. Da die Formdaten quantitativ gemessen werden, ist es möglich, Wölbung und Welligkeit auf der Grundlage von Toleranzen leicht zu überprüfen und die Messungen für Trendanalysen zu nutzen.

Vorteil 2: Visualisieren von Wölbung und Welligkeit in einer Farbkarte
Unerwartete Verformungen von Materialien können während dem Pressen durch mechanische Beanspruchung auftreten. Es muss darauf geachtet werden, dass Wölbung, Welligkeit und andere Formveränderungen vermieden werden. Mit gängigen taktilen Messsystemen kann es jedoch schwierig sein, Wölbung und Welligkeit an einem ganzen Messobjekten zu messen, insbesondere bei kleinen Metallteilen.
Selbst bei kleinen und dünnen Metallteilen kann die Modellreihe VR einen berührungslosen Scan der gesamten Oberfläche in wenigen Sekunden durchführen, indem das Messobjekt einfach auf den Objekttisch gelegt wird. Dies ermöglicht die sofortige Erfassung der Wölbung oder Welligkeit des gesamten Messobjekts und die Ausgabe der Daten in einer farbkodierten Karte. Durch den Austausch von Daten, die leicht zu verstehen und visuell zu interpretieren sind, können Fehlerstellen und potenzielle Ursachen identifiziert werden. Dies ermöglicht schnelle Gegenmaßnahmen und die Durchführung
von vorbeugender Wartung.
Bei der Modellreihe VR ist eine präzise Positionierung des Messobjekts nicht erforderlich. Durch einfaches Auflegen des Messobjekts auf den Objekttisch wird seine Ausrichtung automatisch korrigiert, was eine einfache quantitative Messung und Prüfung ermöglicht.
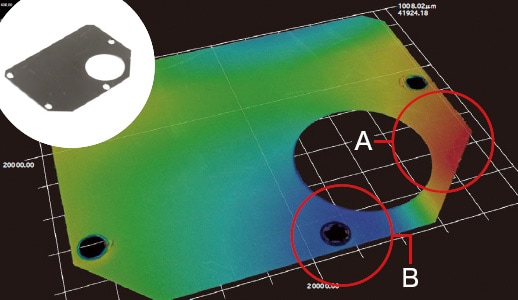
- A
- hoch
- B
- niedrig
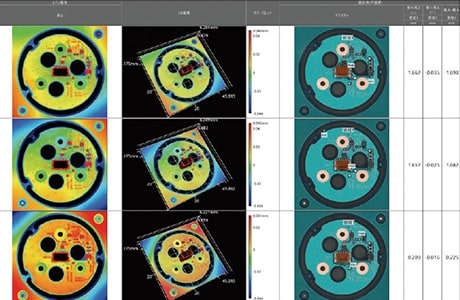
Vorteil 3: Analyse mehrerer Datensätze auf einmal mit verschiedenen Optionen zur Datenanzeige
Die Modellreihe VR kann die 3D-Oberflächenform des gesamten Messobjekts durch eine 3D-Abtastung der Oberfläche in wenigen Sekunden messen. Dies ermöglicht die quantitative Messung einer großen Anzahl von Messobjekten in kürzerer Zeit als mit bisher verwendeten Methoden. Es können mehrere Sätze effizient gesammelter Messdaten in Listen angezeigt werden und dieselben Messverfahren können auf alle Daten gleichzeitig angewendet werden.
So kann die Ebenheit an mehreren Stellen gleichzeitig gemessen und jede Abweichung sofort erkannt werden. Dies ermöglicht eine einfache quantitative Analyse des Ausmaßes von Wölbung oder Welligkeit beim Vergleich von Gut- und Schlechtteilen.
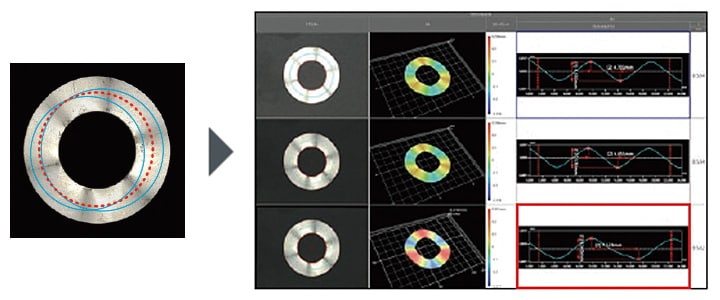
- Links
- Mit einem handelsüblichen Messsystem ist ein genauer Vergleich aufgrund von Unterschieden bei den Messstellen und Schwankungen der Messwerte schwierig.
- Rechts
- Mit der Modellreihe VR erfolgt die Messung sofort, ohne dass eine Befestigung erforderlich ist. Quantitative Vergleiche und Analysen mehrerer Sätze von Messergebnissen können einfach durchgeführt werden, indem sie nebeneinander angezeigt werden und dieselben Messverfahren auf alle Datensätze gleichzeitig angewendet werden.
Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei Messungen von Wölbung und Welligkeit
Die Modellreihe VR kann Wölbungen, Welligkeit und andere 3D-Verformungen mit dank der flächenhaften Erfassung messen.
- Da die gesamte Oberfläche gemessen wird, ist es möglich, alle Stellen mit Wölbungen und Welligkeit auf dem Messobjekt zu identifizieren und die Profilmessung an jeder gewünschten Stelle durchzuführen.
- Berührungslose, hochpräzise Messungen sind selbst bei weichen Messobjekten wie Gummi und flexiblem Kunststoff möglich.
- Es ist keine Fixierung erforderlich. Legen Sie einfach das Messobjekt auf den Objekttisch und betätigen Sie einen Knopf, um die Messung durchzuführen.
- 3D-Formen können in einer Farbkarte analysiert werden. Durch den Austausch von Daten, die leicht zu verstehen und zu visualisieren sind, ist es einfach, Gegenmaßnahmen zu definieren und umzusetzen.
- Mehrere Messdatensätze können einfach und quantitativ verglichen und analysiert werden.
So können Parameter wie die Ebenheitstoleranzen für mehrere Sätze von Messungen gleichzeitig konfiguriert werden. Die Identifizierung von Gut- und Schlechtteilen und die gemeinsame Nutzung von Daten sind möglich und ermöglichen eine schnelle Analyse und Fehlerbehebung bei fehlerhaften Stellen. Die Modellreihe VR kann die Arbeitseffizienz bei Messungen, Fehleranalysen und vorbeugender Wartung erheblich verbessern.
