A sorják azonnali és pontos mérésének módszere
A „sorja” kifejezést gyakran használják a préselési, vágási és egyéb fémmegmunkálási folyamatokban, azonban előfordulhat, hogy a kifejezést nem ismerik azok a személyek, akik nem vesznek részt ilyen folyamatokban. Ez az oldal azt magyarázza el, hogy mi a sorja, és miért keletkeznek. Bemutatja továbbá a minőség-ellenőrzés céljából végzett sorjamérés során felmerülő problémákat, és megoldást kínál ezekre a problémákra.
- Sorják
- A sorják típusai és kategóriái
- A hagyományos sorjamérés során felmerülő problémák
- A sorjamérési problémák megoldása
- Összegzés: Drasztikus javulás és nagyobb hatékonyság a sorjaalakzatok összetett mérése során
Sorják
A sorja a vágott felületen a prés által a nyírás és stancolás során kialakított kiemelkedő fémél. A sorja „szakáll” néven is ismert.
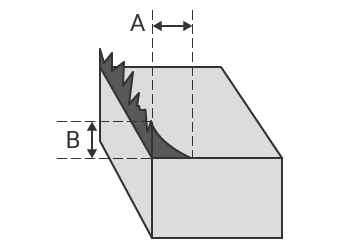
- A
- Sorja-alapvastagsága
- B
- Sorjamagasság
A termék szélén maradt sorja megsértheti a kezelő személy kezét. A sorják akadályozhatják a helyes összeszerelést és illesztést is. Ezen problémák elkerülésére a sorjákat a szélek polírozásával kell eltávolítani. Ha azonban a sorja nem távolítható el teljesen, rajzos utasításokat kell adni azon felületekre vonatkozóan, ahol a sorja megengedett.
A sorja méretét a magasság vagy az alapvastagság jelzi.
A sorják típusai és kategóriái
A sajtoláson, forgácsoláson és egyéb megmunkáláson kívül a sorja számos más átalakítási módszer során kialakulhat, mint például az öntés, kovácsolás és műanyag fröccsöntés. A sorják az átalakítási módszer alapján a következő típusokba sorolhatók, és mindegyik típusnak megvannak a maga sajátos okai.
Vágás vagy csiszolás során keletkező sorja
- [Alakítási módszer]
- Megmunkálás (esztergálás, marás, fúrás, köszörülés)
- [Ok]
- Az anyag egy részében műanyagáramlás történt, amikor forgács keletkezett.
Nyírás során keletkezett sorja
- [Alakítási módszer]
- Műanyag megmunkálás (nyírás, préselés)
- [Ok]
- Az anyag egy részében a szerszám és a stancoló közötti hézagban műanyagáramlás történt.
Öntés vagy műanyag fröccsöntés során keletkezett sorja
- [Alakítási módszer]
- Öntés, műanyag fröccsöntés
- [Ok]
- Az öntőszerszám vagy -forma érintkező felületénél az anyagfelület egy részében műanyagáramlás történt.
Műanyag-deformáció során keletkezett sorja
- [Alakítási módszer]
- Kovácsolás, hengerlés
- [Ok]
- Az anyag egy részében műanyagáramlás következett be a vágószerszám nyílásánál vagy a horonynál.
A hagyományos sorjamérés során felmerülő problémák
A préselt részeken a megengedett tartományt (tűrést) meghaladó sorja illesztési hibákat (az alkatrészek összeszerelésekor), hegesztési hibákat (az alkatrészek összeillesztésekor) és csatlakozási hibákat okozhat. A préselt alkatrészek vágott felületeinek mérése és ellenőrzése biztosíthatja az alkatrész minőségét, összeszerelését és megbízhatóságát a szállítás után.
A préselés során keletkező sorja hagyományos mérése profilmérő rendszerekkel történik. Ez a módszer azonban a következő problémákat veti fel.
A profilmérő rendszerrel történő sorjamérés során felmerülő problémák
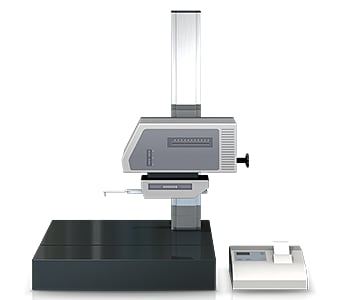
A céltárgy profilját egy profilmérő rendszer méri és rögzíti úgy, hogy a felületét egy érintőceruzával követi végig. Az elmúlt években olyan profilmérő rendszereket fejlesztettek ki, amelyek érintőceruza helyett lézert használnak az összetett alakzatok mérésére a profil érintésmentes követésével. Egyes modellek képesek a felső és az alsó felület mérésére is.
A profilmérő rendszernek pontos mérési vonalat kell követnie a mérendő sorja alakjához.
Ez a következő problémákat veti fel.
- A mérési munka sok időt igényel, ideértve a minta ülékre rögzítéséhez és vízszintbe állításához szükséges időt. Emellett a profilmérő rendszerek használatához kapcsolódó ismeretek és készségek is szükségesek a céltárgy pontos szintbe állításához.
- A profilmérő-rendszer érintőceruzája felfelé és lefelé egy íven mozog, melynek középpontja az érintőceruza karjának forgástengelye, az érintőceruza hegye pedig az X-tengely irányába mozog, ami az X-tengely adataiban hibát okoz.
- A kívánt vonal végigkövetése az érintőceruzával rendkívül nehéz munka, és már az érintőceruza enyhe elmozdulása is hibát okoz a mért értékekben.
- Nehéz továbbá a céltárgyak számának növelése, mert pontosan meg kell határozni a mérési helyeket.
- A céltárgynak csak egy része mérhető, a teljes felület értékelése nem lehetséges.
A sorjamérési problémák megoldása
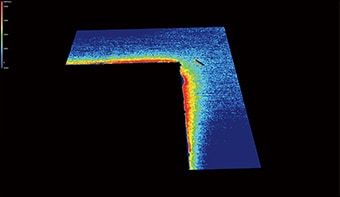
A sorják mérésére jellemzően használt mérőműszerek a háromdimenziós céltárgyaknak és területeknek pont- vagy vonalérintéssel történő mérésére korlátozódnak, ami a mérési értékek alacsony megbízhatóságát eredményezi. Ezen mérési problémák megoldására fejlesztette ki a KEYENCE a 3D optikai profilmérő VR sorozatát.
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. A tárgyasztalon lévő céltárgy 3D szkennelése akár egy másodperc alatt is elvégezhető a 3D alakzat nagy pontosságú mérése érdekében. Képes azonnali és mennyiségi mérés elvégzésére, hiba nélkül a mérési eredményekben. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
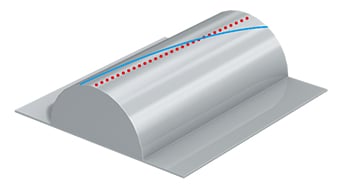
1. előny: A teljes felület megméri a teljes alakzat elemzéséhez.
A VR sorozattal a teljes felület 3D információi elérhetővé válnak egyetlen méréssel. A felhasználók azonosíthatják a céltárgy általános alakját, beleértve a legmagasabb és legalacsonyabb pontokat. Mivel a mérési helyeket bárki gyorsan beazonosíthatja, nincs szükség ismételt mérések elvégzésére, ha nem ismert a céltárgy konkrét pontja. A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával. Nem kell minden egyes mérésnél beállításokat elvégezni, így különböző operátorokkal is ugyanazok a mérési eredmények érhetők el.

A hagyományos mérőműszerektől eltérően a VR sorozat egyszerűen képes mérni a nagy területen keletkező sorját, aminek a mérése korábban sok időt és erőfeszítést igényelt. A termék olyan mérőeszközöket is tartalmaz, amelyek lehetővé teszik a különféle mérések egyszerű elvégzését. Ez még egy mérésben tapasztalatlan operátor számára is lehetővé teszi, hogy egyszerűen és azonnal végezzen méréseket, és nincs szükség arra, hogy speciális operátort rendeljenek a mérési munkákhoz.

2. előny: Gyors, nagy pontosságú méréseket végez.
Egyetlen, a teljes felületet lefedő mérés akár egy másodperc alatt is elvégezhető. Mivel a hagyományos mérőműszerekkel történő mérés időigényes, nem volt könnyű a minták számának nagymértékű növelése.

A VR sorozat képes gyorsan és egyszerűen megmérni a céltárgyakat. Nagy pontosságú 3D mérésekhez használható, sokféle célra. A fejlesztés és a tesztek mellett mintavételi ellenőrzésekre, illetve kis tételes vagy nagy értékű termékek 100%-os ellenőrzésére is használható. Csökkentheti a hibás termékek kiszállítását, és lehetővé teszi a jelentések egyszerű elkészítését. Ez hozzájárul a bizalom elnyeréséhez anélkül, hogy túl sok munkaórát kellene befektetni.
Összegzés: Drasztikus javulás és nagyobb hatékonyság a sorjaalakzatok összetett mérése során
A VR sorozat pontos és azonnali 3D céltárgy mérést tesz lehetővé, nagysebességű 3D szkenneléssel anélkül, hogy érintkezne a céltárggyal. Még az olyan nehéz mérések is, mint például a sorja magassága és elhelyezkedése, akár egy másodperc alatt elvégezhetők. A VR sorozat minden, a hagyományos mérőműszerekkel kapcsolatosan felmerülő problémát képes megoldani.
- Mivel a teljes felületet mérik, a VR sorozat könnyedén képes nagy területet mérni. Pontos kiértékelések végezhetők el, biztosítva, hogy még a finom sorják sem kerülhetik el a figyelmet. A rövid mérési idő megkönnyíti a mért minták számának növelését.
- Ez kiküszöböli az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- A 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők. Ez lehetővé teszi nagyszámú céltárgy rövid idő alatt történő mérését, elősegítve a minőség javítását.
A VR sorozat lehetővé teszi a korábbi 3D alakzatadatokkal és CAD-adatokkal való összehasonlítást, valamint az egyszerű adatelemzést, például a tűréshatárokon belüli eloszlást. Hatékonyan használható számos célra, beleértve a termékfejlesztést, a gyártási trendelemzést és a mintavételi ellenőrzéseket.
