A sorjamagasság azonnali és pontos mérése műanyag fröccsöntött termékeken
A sorja tipikus alakhibák, amelyek fröccsöntésnél és más műanyagöntési eljárásoknál fordulnak elő. A fröccsöntőgépeket nehéz pontos időközönként leállítani, ezért, ha nagyszámú öntött terméken képződik sorja, akkor azok eltávolítása jelentős költségeket jelent. Ha a sorjás öntött termékeket hibás termékként selejtezik le, az jelentősen csökkenti a termelési rátát. Ez nagy mértékben befolyásolja a haszonkulcsot. Ezen okokból kifolyólag pontosan meg kell mérni a sorja alakját és méretét, hogy a lehető leggyorsabban azonosítani lehessen a kiváltó okokat, és meg lehessen akadályozni az újbóli előfordulását.
A fröccsöntött termékeken kialakuló sorja háromdimenziós formájú, ami megnehezíti azok pontos mérését a hagyományos mérési módszerekkel. Ez a szakasz a műanyagsorjával kapcsolatos alapvető ismereteket és a legújabb mérési módszert ismerteti, amely megoldja a hagyományos mérések során felmerülő problémákat.
- Sorja a műanyag fröccsöntött termékeken
- Műanyag fröccsöntött termékek sorjátlanítási módszerei
- A műanyag fröccsöntött termékeken előforduló sorja okai és az azok megakadályozására hozható ellenintézkedések
- A hagyományos sorjamagasság- és alakmérés során felmerülő problémák
- Megoldás a sorjamagasság mérése során felmerülő problémákra
- Összegzés
Sorja a műanyag fröccsöntött termékeken
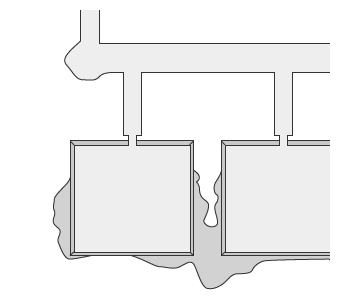
A sorja a műanyag fröccsöntési hibák egyik tipikus típusa. Ez az alakhiba akkor keletkezik, amikor az olvadt műanyag behatol a fröccsöntő szerszám érintkezési síkjába (az álló és mozgó szerszámfél között) vagy a kilökőtűk körüli résekbe és megszilárdul.

Mivel a sorja nem szándékosan nyúlványok a fröccsöntött terméken, hátrányosan befolyásolhatják a termék minőségét. Ronthatják a termék megjelenését; vagy ha élesek, sérülést is okozhatnak. Termékalkatrészek fröccsöntésekor a műanyag fröccsöntött alkatrészeken lévő sorja nehezítheti az összeillesztésit az összeszerelési folyamat során. Ezen okokból kifolyólag, a sorját szerszámokkal lehet eltávolítani, amennyiben a sorjázás lehetséges és költséghatékony.
Műanyag fröccsöntött termékek sorjátlanítási módszerei
Sorjátlanításra akkor kerül sor, ha a műanyag fröccsöntött termékeken képződő sorja eltávolítható, és az érintett termékek száma elfogadható. Sorjázásra akkor is szükség lehet, ha más gyárakból beérkezett fröccsöntött termékeken van sorja, és a termékeket a szállítási határidő betartása érdekében fel kell használni.
Kézi sorjázás
A sorját manuálisan távolítják el, ha az érintett munkadarabok száma kevés, vagy olyan helyen találhatók, ahol az automatikus sorjázógépek nem tudják eltávolítani.
- A kézi sorjázó szerszámok közé tartoznak a sorjázó reszelők, marók, pengék és köszörűkorongok.
- A hőre lágyuló sorját úgy távolítják el, hogy azokat forrasztópáka vagy más szerszám hőjével leolvasztják (ez a módszer akkor használható, ha a sorja vékony, és az öntött termék vastag).
- A sorját azután távolítják el, hogy fagyasztással törékennyé tették őket (ez a módszer akkor használható, ha a sorja vékony, és az öntött termék vastag).
A formázóanyag, az öntött termék és a sorja tulajdonságai, a megmunkálhatóság, valamint egyéb tényezők figyelembevételével más módszerek, például csiszolószerszámok és vegyi anyagok is használhatók.
Sorjázás gépekkel
Ha a fröccsöntött termékek alakzata összetett, akkor bizonyos helyeken a sorja előfordulását bizonyos mértékig tolerálni kell a fröccsöntő szerszám szerkezete miatt. Másrészről, ha a fröccsöntött termékek alakja egyszerű, a műanyag öntési folyamat egyik lépéseként beépíthető az automatikus sorjázógéppel vagy más géppel történő sorjázás.
- Szemcseszórás: A sorját úgy távolítják el, hogy súrolóanyagot irányítana a gépben lévő fröccsöntött termékekre. Az eltávolított sorját egy beépített porgyűjtő automatikusan összegyűjti.
- Ultra nagynyomású vízsugaras gép: A sorját úgy távolítják el, hogy nagynyomású vízsugarat irányítanak a fröccsöntött termékekre. Ez az eljárás a fröccsöntött termékek tisztítására is szolgál.
- Ultrahangos vágó: Egy ultrahang frekvencián vibráló penge érintkezik a termékkel és eltávolítja a sorját. Mivel a mikrovibráló penge érintkezik a hőre lágyuló műanyaggal, amely a műanyag molekulák hőjének hatására meglágyult, lehetővé válik a sorja anélkül történő eltávolítása, hogy az jelentős terhelést fejtene ki a fröccsöntött termékekre.
A fentieken kívül számos egyéb típusú automatikus sorjázógép is létezik. A gép típusát a hőre lágyuló műanyag, a hőre keményedő műanyag vagy a fröccsöntött termékekhez használt más műanyag jellemzői, valamint olyan tényezők alapján választják ki, mint a fröccsöntött termékek mérete, alakja és tartóssága.
A megfelelő sorjázás biztosítására célravezető a formák és méretek beazonosítása
A sorjázási mód és a megfelelő sorjázógép kiválasztásához fontos, hogy minél több információt szerezzünk az előforduló sorjákról. A sorják háromdimenziós alakúak még akkor is, ha vékonyak. Ez sok esetben megnehezíti magasságuk és alakjuk hagyományos mérőműszerekkel történő pontos mérését. Ezeket a sorjaméréssel kapcsolatos problémákat és azok megoldását később ismertetjük.
A műanyag fröccsöntött termékeken előforduló sorja okai és az azok megakadályozására hozható ellenintézkedések
Ha egy váratlan sorja miatt nagyobb számú hibás műanyag fröccsöntött termék fordul elő, akkor ezek sorjázása sok munkaórát igényel és magas költségeket jelent. Ezért mindenképpen az a legjobb, ha eleve megelőzzük a sorják kialakulását, és javítjuk a folyamatokat a sorják ismételt előfordulásának megakadályozására.
Ez a szakasz példákat hoz azokra a tipikus okokra, amelyek a fröccsöntés során sorjaképződést okoznak, valamint az azok megelőzésére szolgáló ellenintézkedésekre.
Példák a fröccsöntés során sorjaképződést kiváltó okokra
- A fröccsöntő szerszám zárónyomása alacsony az olvadt műanyag befecskendezési nyomásához képest
- A fröccsöntő szerszám érintkezési síkjának pontossága csökken (az álló és mozgó szerszámfél között)
- Az olvadt műanyag folyási tulajdonsága túlságosan magas (esetlegesen a fröccsöntő szerszám vagy az olvadt műanyag túl magas hőmérséklete okozza).
- Hézagok a fröccsöntő szerszám két része között, amit feszülés vagy egyéb tényezők okozhatnak.
- A befecskendezett olvadt műanyag mennyisége, a szerszámzáró erő és a befecskendezési nyomás nincs egyensúlyban
- A fröccsöntő szerszám belsejében lévő kitöltendő terület és a szerszámzáró erő (a nyomást fenntartó erő) nincs egyensúlyban
- Feszült vagy megdőlt szerszámlemez a fröccsöntő gépben
Sorja keletkezését számos más tényező is okozhatja.
Példák a fröccsöntés során előforduló sorják megelőzésére szolgáló ellenintézkedésekre
- Növelje a fröccsöntő szerszám zárónyomását vagy csökkentse a műanyag befecskendezési nyomását.
- Állítsa be a fröccsöntő szerszámot úgy, hogy a két sablon szilárdan illeszkedjen egymáshoz az érintkezési síknál.
- Javítsa a fröccsöntő szerszámokat betétekkel, hegesztéssel vagy más eszközökkel, hogy kiküszöbölje a hézagokat az álló és mozgó szerszámfél között.
- Alkalmazzon a fröccsöntő szerszám kitöltendő területének megfelelő tartónyomást, és állítsa be pontosan, miközben ellenőrzi az egyensúlyt a szerszámzáró erővel.
- A fröccsöntő szerszám hőmérséklete magasabb lehet, mint a vezérlővel beállított hőmérséklet. Állítsa be pontosan a hőmérsékletet, miközben méri a fröccsöntő szerszám tényleges hőmérsékletét.
- Ha a műanyag áramlása gyenge a beöntőnyílásnál, akkor a műanyag hőmérsékletének és folyási tulajdonságainak túlzott mértékű növelése esetén még valószínűbb, hogy a műanyag kifolyik az érintkezési síkból. Ezért ellenőrizze és a megfelelő műanyag hőmérséklet alapján javítsa ki a fröccsöntő szerszám beöntőnyílását.
Mivel a fröccsöntő szerszám és a fröccsöntőgép pontossága, a szerszámzáró nyomás, a fröccsöntő szerszám és a műanyag hőmérséklete és nyomása, valamint egyéb tényezők mind összefüggenek egymással, a hatékony ellenintézkedések meghozatalának kulcsa ezeknek a tényezőknek az átfogó szemléletű történő ellenőrzése és korrekciója.
Ellenintézkedések mérlegelése a hibás termékeken előforduló sorják alakja alapján
A fröccsöntött terméken előforduló sorja ötleteket adhat a kiváltó okot illetően. A sorja magassága és vastagsága a fröccsöntő szerszám problémás részei mellett jelezheti az érintkezési sík hézagának méretét és az olvadt műanyag folyási tulajdonságait, míg a sorja kúpos szöge a szerszám feszüléséről vagy a formapontosság helyenkénti csökkenéséről árulkodhat.
A hibás termékeken előforduló sorják helyének, alakjának és méretének pontos azonosítása lehetővé teszi, hogy fontos információkat kapjon a fejlesztések és az ismétlődés megelőzésére irányuló intézkedések végrehajtásához.
A hagyományos sorjamagasság- és alakmérés során felmerülő problémák
Ahogy az előző részben is említettük, a műanyag fröccsöntött termékeken lévő sorja alakjának és méretének pontos mérése segíthet a sorja helyének és okainak azonosításában, az újbóli előfordulásuk megelőzésében, és a sorjázás feltételeinek meghatározásában.. A háromdimenziós sorják magasságmérése hagyományos profilmérő rendszerekkel vagy mikroszkópokkal a következő problémákat veti fel.
A profilmérő rendszerrel történő sorjamagasság- és alakmérés során felmerülő problémák
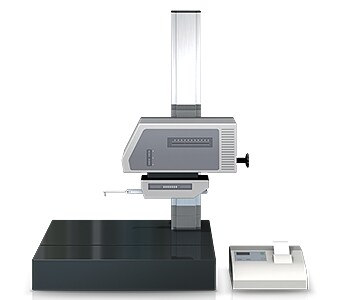
A sorja magasságának profilmérő rendszerrel történő mérése a következő problémákkal jár:
- A mérési munka sok időt igényel, ideértve a céltárgy sablonra történő rögzítését és szintbe állítását. Emellett a profilmérő rendszerek használatához kapcsolódó ismeretek és készségek is szükségesek a céltárgy pontos szintbe állításához.
- Ha mélyedésekben kell mérni a sorját, nehéz a kívánt mérési pozíciót az érintőceruzával követni. Az érintőceruza enyhe elmozdulása is ingadozást okoz a mért értékekben.
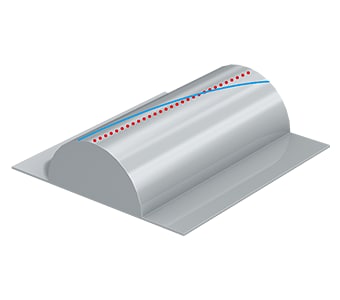
- Nehéz olyan profilvonalat rajzolni, amely átmegy a hengeres céltárgy maximális pontján.
- Az érintőceruza felfelé és lefelé egy íven mozog, melynek középpontja az érintőceruza karjának forgástengelye, az érintőceruza hegye pedig az X-tengely irányába mozog. Ez hibát okoz az X-tengely adataiban.
A sorja magasságának és alakjának mikroszkópos mérése során felmerülő problémák

A profilmérő rendszerekkel ellentétben a mikroszkópok képesek „felszíni” információk rögzítésére. A horonyszélesség a tárgyasztal mozgásának meghatározásával mérhető, a mélység pedig a fókuszbeállítás mértékének meghatározásával is mérhető. A mikroszkóppal végzett mérés azonban a következő problémákat veti fel.
- Ha a műanyag öntött termékeken előforduló sorjákat nagy nagyításnál figyelik meg, a szűk látómező megnehezíti a sorja teljes alakjának azonosítását.
- Mivel a mérés az emberi szemtől függ, a mérési eredmények a mérést végző operátortól függően változhatnak.
- Mivel a mikroszkópokat eredetileg nem mérőműszernek szánták, előfordulhat, hogy nem képesek számszerűsíteni a mérési eredményeket vagy megbízható mérési értékekkel szolgálni.
Megoldás a sorjamagasság mérése során felmerülő problémákra
A műanyag fröccsöntött termékek és az ezeken a termékeken képződő sorja háromdimenziós formájú; ez megnehezíti a mérésüket hagyományos mérési módszerekkel. Az is nagy probléma, hogy a mérés szakértelmet, valamint sok időt és munkát igényel.
A sorjamagasság mérésével kapcsolatos problémák megoldására a KEYENCE kifejlesztette a 3D optikai profilmérő VR sorozatát.
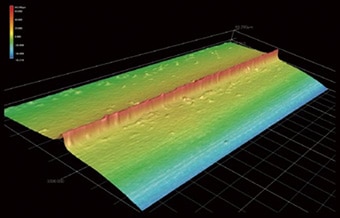
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. A tárgyasztalon lévő céltárgy 3D szkennelése akár egy másodperc alatt is elvégezhető a 3D alakzat nagy pontosságú mérése érdekében. Képes azonnali és mennyiségi mérés elvégzésére, hiba nélkül a mérési eredményekben. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
1. előny: A mérés akár egy másodperc alatt is elvégezhető. A teljes célfelület 3D alakja egyetlen méréssel pontosan rögzíthető.
A VR sorozat egyetlen szkenneléssel, mindössze egy másodperc alatt azonnal 800 000 pont felületi adatát rögzíti. Egyszerű és intuitív műveletekkel különféle profilvonalak, például lineáris, párhuzamos és merőleges vonalak is rajzolhatók a precíziós adatok kívánt helyeire. Mivel pontos profilmérés is lehetséges, a felhasználók azonnal részletes adatokhoz juthatnak, amelyek nélkülözhetetlenek a sorja okainak beazonosításához.
A különböző részek profilmérése még mérés után is elvégezhető a korábbi nagy kiterjedésű 3D szkennelési adatok felhasználásával, anélkül, hogy a céltárgyat újra beállítaná és beolvasná.
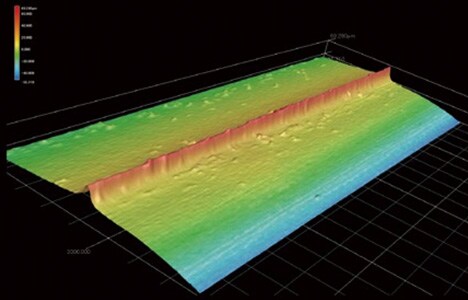
A kapott 3D alakzat maximális és minimális felületi egyenetlenségei (magasság, mélység) színes térképen jeleníthetők meg, hogy a hibás területek egyértelműen láthatók legyenek a teljes céltárgyon.
Továbbá több céltárgy mérési adatai egymás mellett összehasonlíthatók, és a kívánt feltételek egyszerre több adathalmazra alkalmazhatók. Ez a munkaórák drasztikus csökkenését és a munka hatékonyságának javulását eredményezi.

2. előny: Széles területen képes sorja vizsgálatára és mérésére.
A sorjavizsgálatok során gyakran meg kell határozni a maximális sorjamagasságot. Mivel a legmagasabb sorja helye az egyes céltárgyanként eltérő, a teljes mérési területre vonatkozó adatok beszerzése szükséges. A VR sorozat széles területet képes mérni (akár 30 x 15 cm), lehetővé téve a gyors és pontos maximális sorjamagasság-mérést egy egyszerű művelettel.

A 3D alakmérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával. Mivel a céltárgy jellemzőinek adatai alapján lehetséges az automatikus helyzetbeállítás, nincs szükség szigorú szintezésre vagy pozicionálásra. Ez a sorozat az iparág első intelligens mérési funkcióját is magában foglalja, amely automatikusan konfigurálja a mérési tartományt, és a céltárgy méretének megfelelően mozgatja a tárgyasztalt. Ez kiküszöböli a mérési hossz és a Z-tartomány beállításához szükséges munkát.
A segédeszközök széles választéka lehetővé teszi a kívánt mérési feltételek egyszerű és intuitív beállítását.
Az egyszerű konfiguráláson túl a segédeszközök lehetővé teszik a rendszer egyszerű kezelését még a kezdők számára is, így a mérésben járatlan operátorok is akár egy másodperc alatt pontos mérést végezhetnek. A kutatás-fejlesztési célok elérésén és a fröccsöntő szerszám-próbákon túl, ez lehetővé teszi a minták számának egyszerű növelését vagy trendelemzés elvégzését a kereskedelmi gyártás során történő méréshez és ellenőrzéshez.









Összegzés
A VR sorozat pontos és azonnali 3D céltárgy mérést tesz lehetővé, nagysebességű 3D szkenneléssel anélkül, hogy érintkezne a céltárggyal. A teljes műanyag fröccsöntött termék 3D mérése mellett a VR sorozat akár egy másodperc alatt is képes elvégezni olyan bonyolult méréseket, mint a finom sorjamagasság és a felületi egyenetlenségek.
A VR sorozat használata megoldja a hagyományos mérés során felmerülő összes mérési problémát.
- A sorja maximális magassága és alakja széles területen (akár 30 x 15 cm) megjeleníthető egy színes térképen.
- A szkennelés után bármikor elvégezhető bármely alkatrész profilmérése vagy több adatkészlet összehasonlítása.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- Mivel a 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők, rövid idő alatt nagyszámú minta mérése végezhető el. Ez hasznos a minőség javításához.
- Ez kiküszöböli az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
Ez a rendszer lehetővé teszi a CAD-adatokkal való összehasonlítást és az egyszerű adatelemzést, például a tűréshatárokon belüli eloszlást. A kutatás-fejlesztés és a fröccsöntő szerszám-próbák mellett a műanyag fröccsöntő munkaállomásokon is számos helyzetben hatékonyan alkalmazható, ideértve a kereskedelmi gyártás megkezdése utáni mintavételi ellenőrzéseket és a hibák előfordulásakor az okok elemzését.
