A fogaskerék-fogvastagság méréssel kapcsolatos problémák megoldása
Fogaskerekeket - a csavarokhoz és rugókhoz hasonlóan - rendkívül sok termékben használnak. Az alkalmazástól függően, fogaskerekek méreteinek, formáinak és anyagainak széles skáláját használják. A fogaskerekek funkciói ugyanolyan széles körűek, és számos különböző alkalmazásban használatosak, ideértve nemcsak a fogaskerekek közötti kapcsolat biztosítását, hanem a tengelyekhez, bütykökhöz és más alkatrészekhez kapcsolódó fogaskerekeket is. Minden fogaskerék nagy pontossággal készül.
A használat során azonban deformáció lép fel a kopás következtében. A fogvastagság mérete különösen fontos, és befolyásolja a fogaskerék szilárdságát és a mozgást.
Ez az oldal olyan alapvető információkat magyaráz el, mint például a fogaskerekek alkatrészeinek neve, a szilárdság fogalma és a fogvastagság mérésének módszerei. Ezen túlmenően megoldást ad a fogvastagság mérésére, amely korábban rendkívül nehéz és pontatlan volt, továbbá sok időt és munkát igényelt.
- Fogaskerék-fogvastagság
- A fogaskerék-fogvastagság változásának okai
- Problémák a hagyományos fogaskerék-fogvastagság mérés során
- Megoldás a fogaskerék-fogvastagság mérése során felmerülő problémákra
- Összegzés: Drámai javulás és nagyobb hatékonyság a nehéz fogaskerék-fogvastagság-mérésben
Fogaskerék-fogvastagság
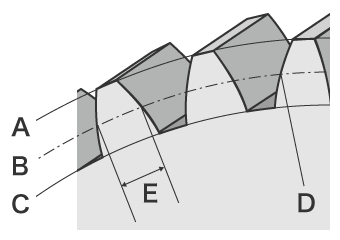
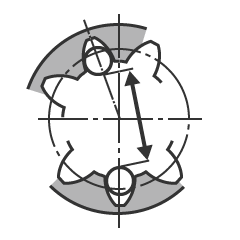
- A
- Fejkör
- B
- Osztókör
- C
- Lábkör
- D
- Osztópont
- E
- Fogvastagság
A fogvastagság egyetlen fog vastagsága az osztókörön. Itt a leggyakoribb fogaskerék-típus, a homlokfogaskerék példáján keresztül fogunk elmagyarázni. A homlokfogaskerék felépítése az ábrán látható.
A fogaskerék-fogvastagság változásának okai
A fogaskerék forgásakor hajlítóterhelés (hajlítónyomaték), érintkezési nyomás és nyomóterhelés hat a fogaskerék fogaira. Amikor egy fog egy másik alkatrészhez kapcsolódik, súrlódás lép fel a fog felületén, és kopást okoz. Ha a fogvastagság deformáció vagy kopás miatt megváltozik, a holtjáték megnő, ami zajt, vibrációt vagy egyéb problémákat okozhat. A terheléseket és a kopást teljes mértékben figyelembe kell venni a fogaskerekek használatakor. Ha nagy a keménység, és alacsony a dőlésszögből eredő károsodás kockázata, a fogaskerék szilárdságát a hajlítóterhelés (hajlítónyomaték) határozza meg. Ha alacsony a keménység, vagy ha a fogaskerék hosszabb ideig működik, a szilárdságot a fogfelület szilárdsága határozza meg.
A fogaskerék fogvastagságának változása a hajlítóterhelés (hajlítónyomaték) következtében
Nagy terhelés éri a fogaskerék fogait, ezt nevezik „hajlító terhelésnek”. A hajlítóterhelés az egyetlen fogra ható terhelés. Ha a hajlítóterhelés meghaladja a fogaskerék fogfelületi szilárdságát, a fog deformálódik.
A fogaskerék fogára kifejtett terhelés az anyagmechanikából származó „gerendaelmélet” segítségével érthető meg. Konzolos gerenda esetében a feszültségkoncentráció a gerenda gyökerénél történik, ami nagy terhelést eredményez. A fogat fogaskerék esetén konzolos gerendának, a gyökérre ható terhelést pedig hajlító terhelésnek tekinthetjük.
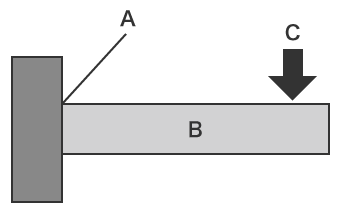
- A
- Rögzített
- B
- Gerenda
- C
- Terhelés
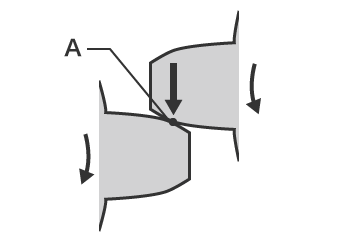
- A
- Osztópont
A hajlító terhelést az alábbi képlettel lehet kiszámítani.
M = F × l = σ × Z
- M
- Hajlító terhelés
- F
- Terhelés
- l
- Fog teljes hossza
- σ
- Maximális hajlítófeszültség
- Z
- Keresztmetszeti modulus
Referenciaként, a keresztmetszeti modulus a fogfelület értéke osztva hattal. A maximális hajlítófeszültség a hajlítóterhelés értéke osztva a keresztmetszeti modulussal. Mivel a fogaskerekek összetett formájúak, a szilárdság pontos kiszámítása nem egyszerű. Ezenkívül figyelembe kell venni a terhelésnek a használati feltételekből adódó változását is.
Fogfelületi szilárdság
A fogfelületi szilárdság az a nyomáshatár, amelyet a fogfelület elvisel. A fogaskerekek a dőlésszögben érintkeznek egymással a forgási erő átvitelének biztosítására. Amikor a fogaskerekek érintkeznek egymással, minden fogat ismételten nagy erőhatás ér, és kopás vagy karcolás lép fel a fogfelületeken. A kis repedések úgynevezett lyukacsos sérüléseket okozhatnak.
Az ilyen problémák megelőzése érdekében számítsa ki a szilárdságot a Hertzian Maximum Contact Stress* nevű feszültség alapján, amely az érintkezési felület deformációjából ered, és előzetesen állapítsa meg a használni kívánt fogaskerekek fogfelületi szilárdságát.
* Ez a maximális feszültség, amely két tárgy rugalmasan érintkező részeire, például egy gömbfelületre és egy másik gömbfelületre, egy hengeres felületre és egy másik hengeres felületre, vagy egy gömbfelületre és egy sík felületre hat.
A fogaskerék fogvastagságának változása a kopás következtében
Amikor a fogaskerék fogaihoz érintkező másik alkatrésszel való súrlódás megnő, és kopás lép fel, csökken a fogvastagság, és megnő a holtjáték. Ha a kopás tovább nő, a kenőolaj súlyosan szennyezett lesz. Nő a zaj és a vibráció, és emelkedik a fogaskerék hőmérséklete. Az ilyen kopás okai a következők:
- Nem elég szilárd a fogaskerék (fogfelületi szilárdság)
- Szerelési hiba
- A fogaskerék, tengely vagy más alkatrész deformációja
- Kenőolaj-hiba
A fogaskerék kopása a következőket érinti:
- Csiszolódás
- A finom egyenetlenségek eltűnnek a fogfelületről, így a felület tükörszerűen simává válik.
- Csiszoló kopás
- A fogfelületen csúszásirányban szabálytalan lineáris barázdák keletkeznek, amelyek kopásnyomokat hoznak létre.
- Karcolás
- Ez a csiszoló kopás egyik fajtája. Lineáris barázdák képződnek, a fogfelület úgy néz ki, mintha villával karcolták volna meg.
- Rovátkolás
- A fogfelületen felváltva fordul elő hegesztés és szakadás, ami a fogfelület károsodását eredményezi.
Problémák a hagyományos fogaskerék-fogvastagság mérés során
A fogvastagság mérésének hagyományos módszerei közé tartozik a húrvastagság mérése, a fogak fesztávolságának mérése és a tüske feletti mérés, amelyek mindegyikét kézi eszközökkel végzik. Profilmérő rendszereket és fogaskerékmérő rendszereket is alkalmaznak. A méréshez azonban még a legkönnyebben mérhető homlokfogaskerék esetében is jártasság és idő kell. Ezen túlmenően a mérés rendkívül nehézzé válik a bonyolult alakú, például ferde fogazású fogaskerekek vagy kúpfogaskerekek esetén.
A fogaskerék-fogvastagság mérése kézi eszközökkel
A hagyományos, kézi eszközökkel végzett fogvastagság-mérések során a fogak távolságának mérése és a tüske feletti (golyó) mérés az alkalmazott módszerek.
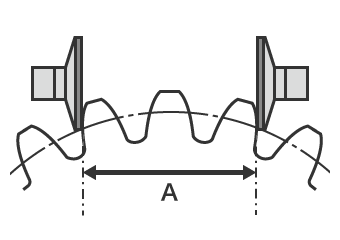
- A
- Fogtávolság
- A fogtávolság mérése
- Ez a fogvastagság mérési módszer a leggyakrabban alkalmazott. Bizonyos számú fogat befognak a mérőeszközök, például egy mikrométer szondái közé, hogy megmérjék a hosszt és kiszámítsák a fogvastagságot az adott számú foghoz. A mért érték a mérőeszköz érintkezési feltételeitől függően változhat. Mivel az osztásköz és a fogak alakja befolyásolhatja a mérést, többszöri mérést kell végezni a fogaskerék teljes kerületén, ami sok időt vesz igénybe.
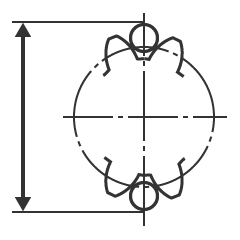
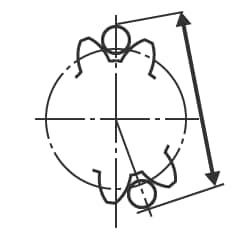
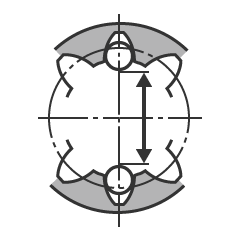
- Tüske-feletti mérés
- Ezt a fogvastagság-mérési módszert „golyómérésnek” is nevezik. Használható külső és belső fogaskerék fogvastagságának mérésére is. Méréskor tüskéket vagy golyókat helyeznek az egymással szemben lévő foghornyokba (ha a fogak száma páros), vagy a szemközti foghornyokba 180/z (°)-kal eltolva (ha a fogak száma páratlan). Külső fogaskerék esetén a fogvastagság a külső méret (tüske feletti méret) mérésével állapítható meg. Belső fogaskerék esetén a belső méret (a tüskék közötti átmérő) mérésével állapítható meg.
A profilmérő rendszerrel történő fogaskerék-fogvastagság mérés során felmerülő problémák
A céltárgy profilját egy profilmérő rendszer méri és rögzíti úgy, hogy a felületét egy érintőceruzával követi végig. Az elmúlt években olyan profilmérő rendszereket fejlesztettek ki, amelyek érintőceruza helyett lézert használnak az összetett alakzatok mérésére a profil érintésmentes követésével. Egyes modellek képesek a felső és az alsó felület mérésére is.
A profilmérő rendszer esetében azonban pontos mérési vonalakat kell használni a fogaskerekek fogaihoz.
Ez a következő problémákat veti fel:
- A mérési munka sok időt igényel, ideértve a minta ülékre rögzítéséhez és vízszintbe állításához szükséges időt. Emellett a profilmérő rendszerek használatához kapcsolódó ismeretek és készségek is szükségesek a céltárgy pontos szintbe állításához.
- A profilmérő-rendszer érintőceruzája felfelé és lefelé egy íven mozog, melynek középpontja az érintőceruza karjának forgástengelye, az érintőceruza hegye pedig az X-tengely irányába mozog, ami az X-tengely adataiban hibát okoz.
- A kívánt vonal végigkövetése az érintőceruzával rendkívül nehéz munka, és már az érintőceruza enyhe elmozdulása is hibát okoz a mért értékekben.
- Nehéz továbbá a céltárgyak számának növelése, mert pontosan meg kell határozni a mérési helyeket.
- A céltárgynak csak egy része mérhető, a teljes felület értékelése nem lehetséges.
Megoldás a fogaskerék-fogvastagság mérése során felmerülő problémákra
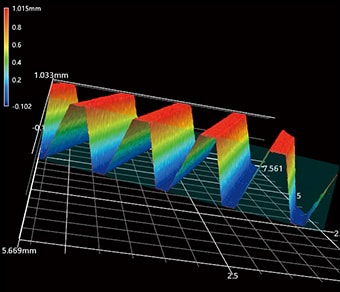
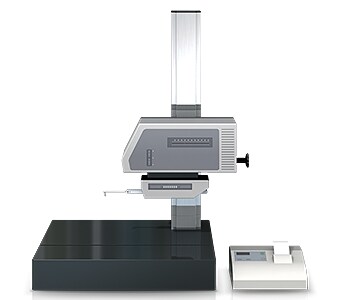
A fogaskerék fogvastagságának mérésére jellemzően használt mérőműszerekkel kapcsolatban olyan problémák merülnek fel, mint a céltárgy pozicionálásához szükséges idő, valamint az a tény, hogy a háromdimenziós céltárgyak és területek mérése pont- vagy vonalérintkezővel történik. Ezen mérési problémák megoldására fejlesztette ki a KEYENCE a 3D optikai profilmérő VR sorozatát.
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. A 3D alakzatot is méri úgy, hogy a céltárgyat mindössze egy másodperc alatt, nagy pontossággal 3D-ben beszkenneli a tárgyasztalon. Képes azonnali és mennyiségi mérés elvégzésére, hiba nélkül a mérési eredményekben. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
1. előny: Nincs variáció
A segédeszközök széles választékának köszönhetően a számítógép képernyőjén pontosan megrajzolhatók a merőleges profilvonalak a beolvasott 3D alakzatadatok tetszőleges helyén. Ez kiküszöböli a mérési eredmények eltéréseit. Például a hengertengely-szerszám használatakor a fogaskeréken lévő mérési vonal könnyen és pontosan, változtatás nélkül meghatározható.
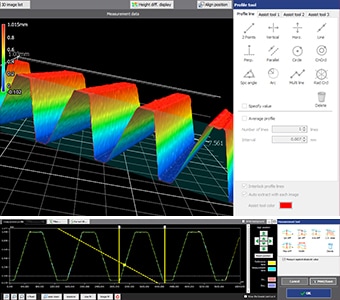
A munkadarab szkennelése után a profilja (keresztmetszete) a korábbi mérési helyektől eltérő helyeken is mérhető. Ez szükségtelenné teszi ugyanazt a céltárgyat újra beállítani és mérni, és lehetővé teszi a korábbi adatokkal való összehasonlítást.
A segédeszközök széles választéka lehetővé teszi a kívánt mérési feltételek egyszerű és intuitív beállítását. Az egyszerű konfiguráláson túl a segédeszközök lehetővé teszik a rendszer egyszerű kezelését még a kezdők számára is, így a mérésben járatlan operátorok is akár egy másodperc alatt pontos mérést végezhetnek. Ez lehetővé teszi a minták számának egyszerű növelését vagy trendelemzés elvégzését a kereskedelmi gyártás során történő méréshez és ellenőrzéshez, valamint a kutatás-fejlesztést, a tesztelést és az értékelést.

2. előny: Mérje meg az összetett alakú fogaskerekek fogvastagságát akár egy másodperc alatt.
A VR sorozat mindössze egy másodperc alatt beolvassa a felszíni adatokat (800 000 pont) a 3D céltárgy alakjához, így drasztikusan csökkenti a nagyszámú pont méréséhez szükséges időt. Azonnal és pontosan megméri a maximális és minimális felületi egyenetlenségeket a fogaskerék teljes célfelületén, lehetővé téve a fogaskerék gyors kiértékelését az előre beállított tűrés alapján.
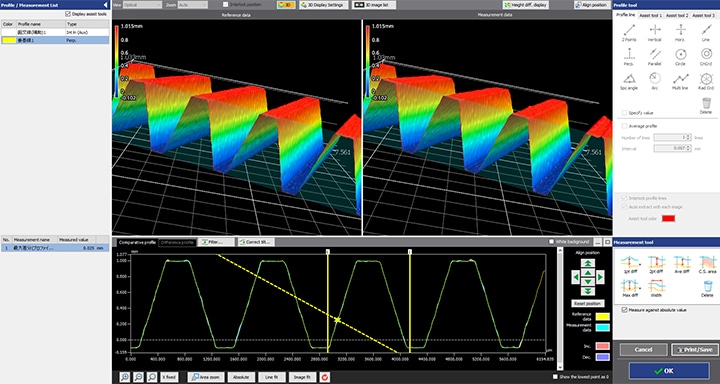
Hatékonyan összegyűjtött több mérési adathalmaz is megjeleníthető egy listában, és ugyanaz az elemzési az összes adatsoron egyszerre végezhető el.
Több céltárgy alakja is mérhető, és az adatok közötti különbségek egy szempillantás alatt megerősíthetők. Ez lehetővé teszi, hogy egyszerűen végezzünk és értékeljünk mennyiségi elemzéseket arra vonatkozóan, hogy mekkora különbség van egy megfelelő és egy nem-megfelelő alkatrész között.
A VR sorozat ferde fogazású fogaskerekek vagy kúpfogaskerekek esetében is lehetővé teszi a fogvastagság gyors mérését, amelyeket korábban bonyolult formájuk miatt nehéz volt mérni. Valamennyi mérési eredmény digitalizálásra kerül, jelentősen csökkentve az adatok későbbi összehasonlításához és elemzéséhez szükséges munkát.
Összegzés: Drámai javulás és nagyobb hatékonyság a nehéz fogaskerék-fogvastagság-mérésben
Korábban a fogaskerék fogvastagságának mérése sok időt vett igénybe, korlátozva a mérhető céltárgyak számát. Egyes esetekben a mérés a bonyolult alakzatok miatt egyáltalán nem volt lehetséges. A VR sorozat ezen alakzatok esetében is képes gyorsan mérni és számszerűsíteni a fogvastagságot. Ez lehetővé teszi a VR sorozat használatát a fogaskerék minőségének hatékonyabb és fejlettebb értékelésére.
- Mivel a teljes felületet mérik, a VR sorozat könnyedén képes nagy területet mérni. A fogfelszín formája mellett más paraméterek, például az érdesség mérésére is képes.
- Ez kiküszöböli az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- A 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők. Ez lehetővé teszi nagyszámú céltárgy rövid idő alatt történő mérését, elősegítve a minőség javítását.
Ez a rendszer lehetővé teszi a korábbi 3D alakzatadatokkal való összehasonlítást, valamint az egyszerű adatelemzést, például az érdességeloszlást. Hatékonyan használható a legkülönfélébb célokra, ideértve a hőmérséklet-változásokból eredő törésfelületi jellemzők trendelemzését és a törési feltételek ellenőrzését.
