Ursache, Messung und Beurteilung von Gusslöchern und anderen Gussfehlern beim Druckguss
Das Anwendungsspektrum des Druckgießens, das üblicherweise für Fahrzeugkomponenten verwendet wird, hat sich in letzter Zeit stetig erweitert. Aufgrund dieser Erweiterung sind schnelle Messungen und quantitative Beurteilungen an den Gießereistandorten erforderlich, um Fehler und deren Ursachen zu erkennen und die Qualität und die Ertragsquote zu verbessern.
Neben Ursachen und Gegenmaßnahmen für Gussfehler werden in diesem Abschnitt Anwendungsbeispiele von Druckgussanalysen mit dem Digitalmikroskop vorgestellt.

- Erweitertes Anwendungsspektrum von Druckguss in der Automobilindustrie
- Ursachen und Gegenmaßnahmen bei Gussfehlern
- Aktuelle Beispiele für die Prüfung von Druckgussteilen
- Komplett tiefenscharfe Bilderfassung mit hoher Vergrößerung und intuitiver Fokussierung
- 3D-Form- und Profilmessung eines Gusslochs
- Stark vergrößertes Bild eines winzigen Gusslochs
- Handgeführte Betrachtung einer Druckgießform
- 3D-Form- und Profilmessung von Rissen in Druckgussformen
- Automatische Flächenmessung und quantitative Beurteilung einer Gussoberfläche
- Ein einziges Mikroskop für die Veränderung von Gießereistandorten
Erweitertes Anwendungsspektrum von Druckguss in der Automobilindustrie
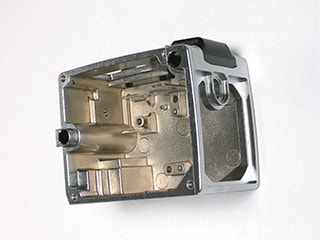
Druckguss ist ein Gießverfahren, bei dem geschmolzenes Metall wie Aluminium-, Zink-, Magnesium- und Kupferlegierungen unter hohem Druck in Präzisionsformen gegossen wird. Diese Methode wird für verschiedene Produkte verwendet, da sie eine hervorragende Maßgenauigkeit, schöne und glatte Gussoberflächen und eine hohe Produktivität bietet.
Fahrzeugkomponenten machen einen Großteil aller hergestellten Druckgussprodukte aus.
Insbesondere der Druckguss von Aluminiumlegierungen wird häufig in Fahrzeugkomponenten verwendet, da er eine höhere elektrische/thermische Leitfähigkeit, Korrosionsbeständigkeit und Umformbarkeit sowie ein geringeres Gewicht und eine höhere Festigkeit im Vergleich zum Druckguss von Zinklegierungen aufweist. Dadurch werden Produkte mit niedrigen Kosten und hoher Wiederverwertbarkeit erzielt.
Zu den Anwendungen im Automobilbereich gehören Gehäuse und Abdeckungen wie Zylinderblöcke, Getriebegehäuse und Kipphebelabdeckungen. Klassische Druckgusserzeugnisse enthalten oft Gas, was die Wärmebehandlung und das Schweißen erschwert. Aus diesem Grund ist es schwierig, solche Produkte für Fahrwerks- und Karosserieteile im Automobilbereich einzusetzen. In den letzten Jahren haben jedoch spezielle Druckgussverfahren wie der Laminar-Druckguss und der Hochvakuum-Druckguss zur Anwendung des Druckgusses bei schwierigeren Produkten geführt. Mit diesem Trend sind auch die Anforderungen an die Funktionalität und Qualität von Gussteilen gestiegen.
Ursachen und Gegenmaßnahmen bei Gussfehlern
Bei Druckgussverfahren für Fahrzeugkomponenten gilt es, auf die Temperatur des geschmolzenen Metalls und der Formen, den Druck beim Einfüllen in die Formen und auf Gussfehler durch in den Metallen enthaltene Gase und Luft zu achten. Gussfehler führen zu einer geringeren Festigkeit und beeinträchtigen damit stark die Sicherheit von Fahrzeugen.
Typische Mängel, die im Inneren oder an der Oberfläche von Gussteilen auftreten, wie z. B. Gusslöcher, sowie deren Ursachen und Gegenmaßnahmen sind in der folgenden Tabelle aufgeführt.
| Gussfehler | Ursache/Zustand | Gegenmaßnahme |
|---|---|---|
| Gussloch | Ein Lunker, der durch den Eintritt von Luft oder Gas in geschmolzenes Metall entsteht, oder ein Schwindungshohlraum aufgrund unzureichender Zufuhr geschmolzenen Metalls. | Anpassen des Drucks, der Entlüftungsöffnung, der Menge an Formtrennmittel, oder Ändern der Position und Größe des Anschnitts. |
| Einfallen | Vertiefung, die nach einer langsamen Abkühlung aufgrund einer teilweise überhitzten Form entsteht. | Anpassen der Temperatur der Form oder Neukonstruktion der Form. |
| Unzureichende Füllung (mangelhafter Durchlauf geschmolzenen Metalls) | Der Bereich neben dem Anschnitt kühlt zu schnell ab, um den gesamten Hohlraum mit geschmolzenem Metall füllen zu können. | Anpassen der Temperatur der Form oder des geschmolzenen Metalls, oder Ändern der Position und Größe des Anschnitts. |
| Überlappung (Schweißstelle) | Durch niedrige Formen-Temperatur und niedrigen Schüttdruck kann sich das geschmolzene Metall verfestigen, bevor es die gesamte Form ausgefüllt hat, wodurch eine Markierung am Anschnitt entsteht. | Anpassen der Temperatur der Form, des geschmolzenen Metalls und der Kolbengeschwindigkeit, oder Ändern der Position und Größe des Anschnitts. |
| Risse/Verzug | Ein unzureichender Aushebewinkel, eine ungleichmäßige Schrumpfung oder falsches Auswerfen (Heißrissbildung bei der Erstarrung und Kaltrissbildung bei Abkühlprozessen und im Zeitverlauf) | Neukonstruktion der Form oder Ändern der Auswerfposition |
| Gebrochene Kühlschicht | Eine in der Eingussbuchse entstandene Verfestigungsschicht gelangt in den Hohlraum und anschließend in den Druckguss. | Anpassen der Temperatur des geschmolzenen Metalls und der Kolbengeschwindigkeit |
| Schliere | Zu niedrige Temperatur der Form oder zu hohe Trennmittelmenge. | Erhöhung der Form-Temperatur und Reduzierung der Trennmittelmenge. |
| Verkratzung | Beim Auswerfen ist Druckguss in einer Form verblieben oder der Aushebewinkel war nicht korrekt. | Die Oberfläche der Form ausreichend polieren und für einen angemessenen Aushebewinkel sorgen. |
| Festfressen | Metall haftet an einer teilweise überhitzten Form an. | Den Typ oder die Anwendung des Trennmittels ändern oder die Form umarbeiten. |
| Blasen | Komprimiertes Gas in der Nähe der Oberfläche dehnt sich aus und führt zu einer Ausbeulung auf der Oberfläche. | Die gleichen Gegenmaßnahmen wie bei Gusslöchern ergreifen und die Abkühlzeit der Form verlängern. |
| Verfärbung | Die Gussteiloberfläche ist durch einen oder mehrere Bestandteile des Trennmittels verfärbt. | Trennmittel wechseln. |
| Raue Oberfläche | Eine raue Formoberfläche wird direkt auf die Druckgussoberfläche übertragen. | Die Form reinigen und polieren. |
| Harter Einschluss | Ein harter Fremdkörper gelangt in das geschmolzene Metall und verursacht z. B. den Bruch von Schleifwerkzeugen in späteren Prozessen. | Filtern des geschmolzenen Metalls. |
Neben den oben genannten Ursachen gibt es verschiedene weitere Gründe für Gussfehler. Beim Druckguss ist die Qualitätsprüfung wichtig, um die Qualität zu gewährleisten. Genaue Analysen, Messungen und Auswertungen sind z. B. bei winzigen Löchern, Hohlräumen und unzulässigen Oberflächenrauheiten erforderlich, da sie sich auf die Qualität auswirken.
Aktuelle Beispiele für die Prüfung von Druckgussteilen
Eine der Voraussetzungen für die Beurteilung und Fehleranalyse von Gusslöchern und Gussoberflächen ist die vergrößerte Betrachtung mit Mikroskopen. Da Druckgusserzeugnisse jedoch dreidimensional sind, ergeben sich bei einer solchen Betrachtung Nachteile wie Zeit- und Arbeitsaufwand für die Fokuseinstellung, Schwierigkeiten bei der Betrachtung und Analyse sowie Abweichungen bei der Fehlerbeurteilung.
Diese Faktoren haben zu einer Zunahme der vergrößerten Betrachtung mit Digitalmikroskopen geführt. Das Digitalmikroskop der Modellreihe VHX von KEYENCE, das über den neuesten Stand der Technik verfügt, ermöglicht die klare Erfassung von Gusslöchern und Gussoberflächen im Druckguss, um eine quantitative Beurteilung bei hoher Arbeitseffizienz zu ermöglichen.
Komplett tiefenscharfe Bilderfassung mit hoher Vergrößerung und intuitiver Fokussierung
Bisher war es zeitaufwendig und mühsam, Objektivlinsen auszutauschen, die Vergrößerung zu ändern und den Fokus je nach Größe und Lage des zu analysierenden Objekts einzustellen.
Die hochauflösenden Objektive und der motorisierte Revolver des Digitalmikroskops der Modellreihe VHX ermöglichen eine nahtlose Zoomfunktion, die automatisch die Vergrößerung zwischen 20x und 6000x ohne Objektivwechsel ändert. Durch die intuitive Bedienung per Maus oder einem handgeführten Steuergerät lassen sich schnell eine Reihe von Aufgaben erledigen. Von der Betrachtung mit hochauflösenden Aufnahmen, die das gesamte Objekt vollständig fokussieren, über die Tiefenzusammensetzung bis hin zur quantitativen Beurteilung mit automatischer Flächenmessung und 3D-Form-/Profilmessung sind alle Arbeitsschritte mit einem einzigen System durchführbar.



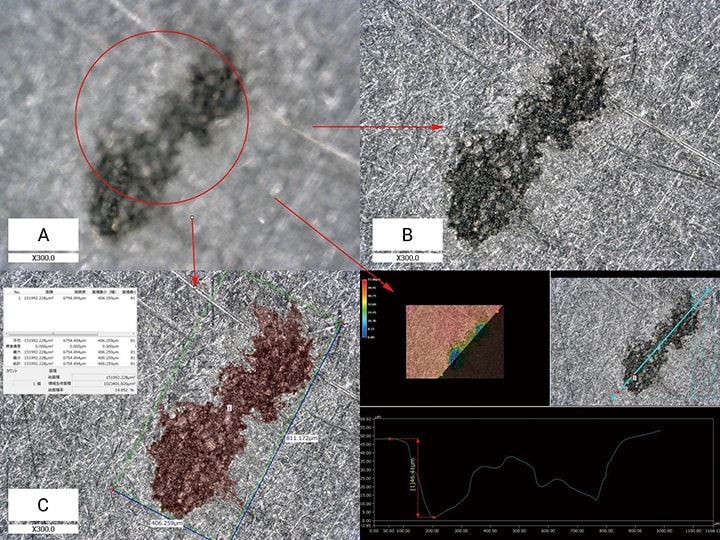

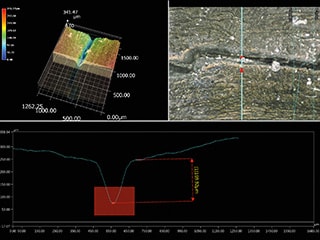
3D-Form- und Profilmessung eines Gusslochs
Mit dem Digitalmikroskop der Modellreihe VHX können 3D-Formen und Profile (2D-Querschnittsformen) anhand von Höheninformationen gemessen werden. Selbst auf einer unebenen Druckgussoberfläche lassen sich dank der 3D-Darstellung mit vollständiger Fokussierung des Objekts, Gusslöcher, Lunker und alle anderen derartigen geringfügigen Veränderungen der Oberflächenform erkennen.

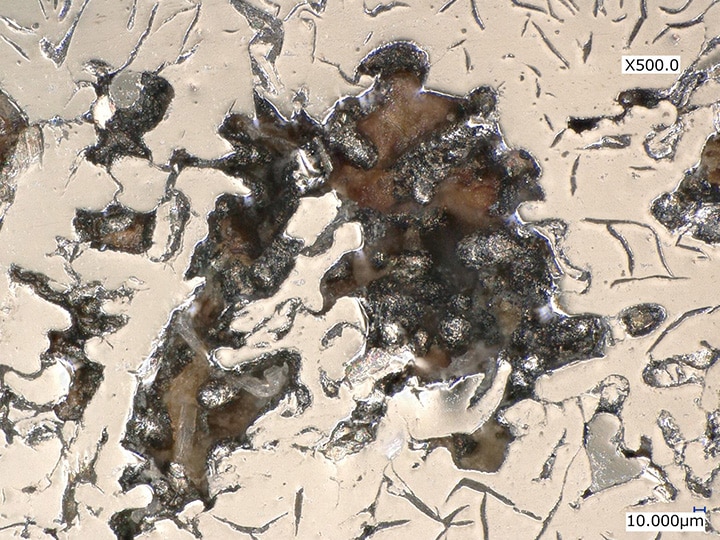
Stark vergrößertes Bild eines winzigen Gusslochs
Bei der bisherigen Betrachtung von Gusslöchern ergaben sich Probleme wie eine unzureichende Vergrößerung, Auflösung und Fokuseinstellung.
Mit dem Digitalmikroskop der Modellreihe VHX können selbst kleinste Gusslöcher klar und mit hoher Vergrößerung erfasst werden.
Handgeführte Betrachtung einer Druckgießform
Gussfehler werden nicht nur durch die Temperatur des geschmolzenen Metalls und den Druck verursacht, sondern oft auch durch den Zustand der Form. Insbesondere Fehler wie raue Gussoberflächen werden oft durch winzige optische Mängel im Inneren von Formen verursacht, sodass auch die Formen-Prüfung unverzichtbar ist.
Da Gussformen für Fahrzeugkomponenten jedoch in der Regel groß sind, können sie nicht zur Betrachtung und Analyse mit einem Mikroskop präpariert werden.
Mit dem Digitalmikroskop der Modellreihe VHX lassen sich dank hochauflösender Aufnahmen auch bei Verwendung eines handgeführten Objektivs kleinste Risse und andere derartige Fehlstellen an Formen vergrößert betrachten.

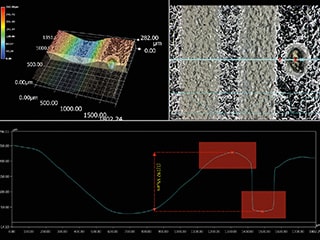
3D-Form- und Profilmessung von Rissen in Druckgussformen
Das Digitalmikroskop der Modellreihe VHX ermöglicht die 3D-Formdarstellung und Profilmessung. Die Modellreihe VHX ermöglicht nicht nur eine effiziente und quantitative Prüfung mit einem stark vergrößerten Bild, sondern unterstützt je nach verwendetem Objektiv auch viele Analyse- und Prüfanwendungen, von Gussformen bis hin zu kleinen Proben.

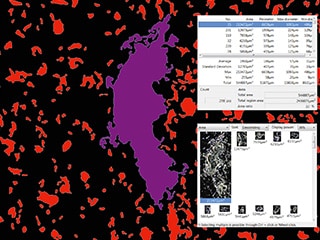
Automatische Flächenmessung und quantitative Beurteilung einer Gussoberfläche
Das Digitalmikroskop der Modellreihe VHX dient auch als leistungsstarkes Werkzeug für die 2D-Prüfung von 3D-Gussoberflächen. Die automatische Flächenmessung und Zählfunktion ermöglichen eine quantitative Beurteilung von Fehlstellen auf Gussoberflächen bei einfacher, intuitiver Bedienung.
Mit diesen Funktionen lassen sich Mängel wie z. B. raue Oberflächen quantitativ beurteilen, ohne sie zu übersehen. Mit der Berichtsfunktion können betrachtete Bilder und quantitative Daten einfach in Berichte konvertiert werden. Mit einem einzigen Mikroskop der Modellreihe VHX können Sie eine ganze Reihe von Arbeitsvorgängen in deutlich kürzerer Zeit erledigen.

Ein einziges Mikroskop für die Veränderung von Gießereistandorten
Die Digitalmikroskope der Modellreihe VHX unterstützen nicht nur eine klare vergrößerte Betrachtung mit hochauflösenden 4K-Aufnahmen, sondern auch automatische Messungen und 2D/3D-Messungen, wobei nur ein einziges System benötigt wird, um eine schnelle quantitative Beurteilung zu ermöglichen.
Die Modellreihe VHX vereint hilfreiche Funktionen, um Fehlerursachen schnell zu identifizieren und deren Wiederauftreten zu verhindern, da sie schnell detaillierte Aufnahmen und quantitative Daten von Gusslöchern, rauen Gussoberflächen und anderen Mängeln liefert. Mit diesen Funktionen ist ein Digitalmikroskop der Modellreihe VHX ein unverzichtbares Werkzeug zur Verbesserung von Qualität und Ertragsquote bei der wachsenden Bandbreite von Anwendungen für Druckgusserzeugnisse und deren steigenden funktionalen Anforderungen.
Für weitere Informationen zur Modellreihe VHX klicken Sie bitte auf die unten angezeigte Schaltfläche, um die Broschüre herunterzuladen. Für Anfragen klicken Sie bitte auf die entsprechende Schaltfläche, um KEYENCE zu kontaktieren.
