Automobile et métallurgie
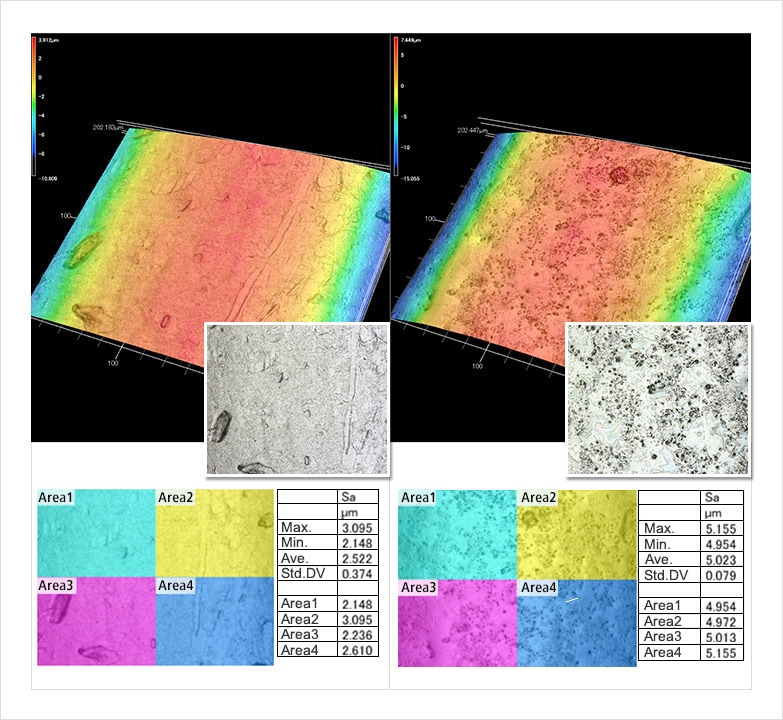
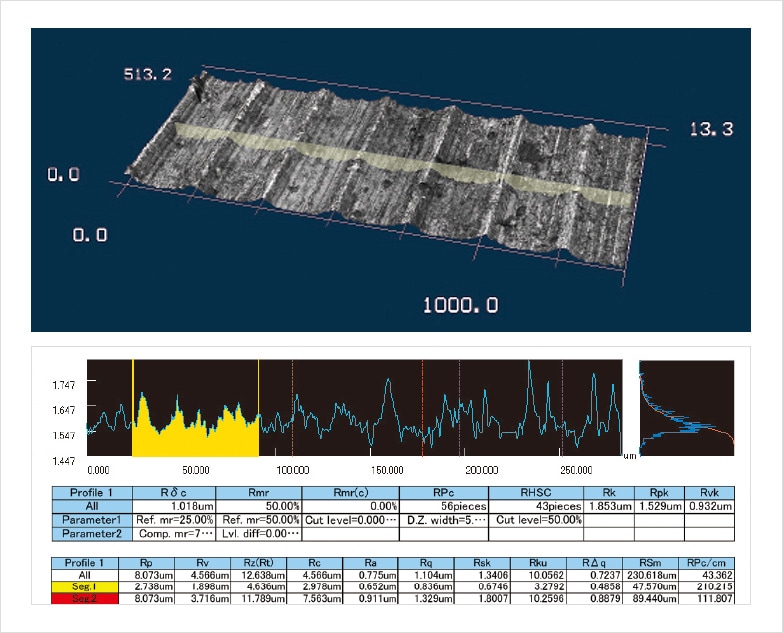
Analyse de la planéité de la surface de glissement/de la hauteur de protubérance — Ra (rugosité moyenne arithmétique) / Rz (hauteur max.)
Éléments de direction
Les mesures du paramètre Ra se rapportent à la planéité d'une surface de glissement, tandis que celles du paramètre Rz se rapportent à la hauteur de la surface. Si seul le paramètre Ra est utilisé, certains points (protubérances individuelles, par exemple) risquent de ne pas être détectés. C'est pourquoi il est essentiel d'utiliser conjointement les paramètres Ra et Rz.

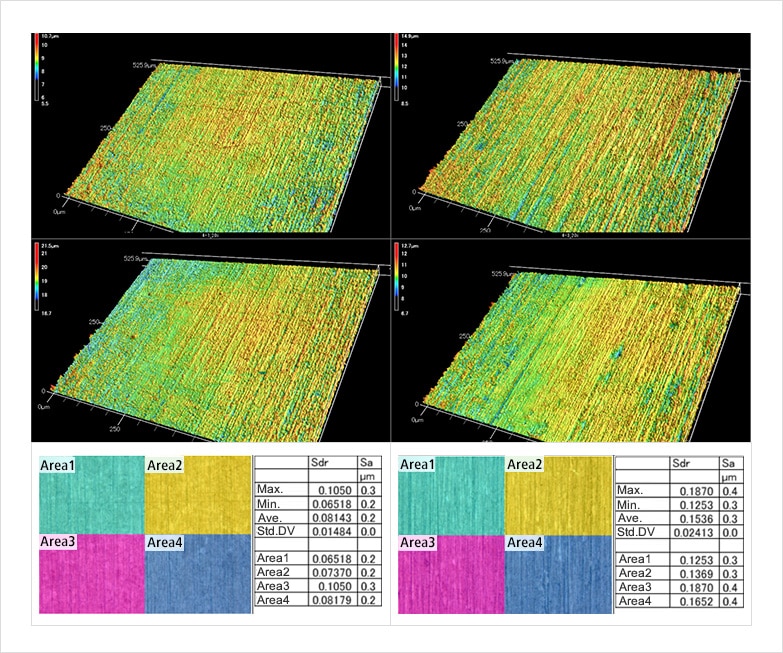
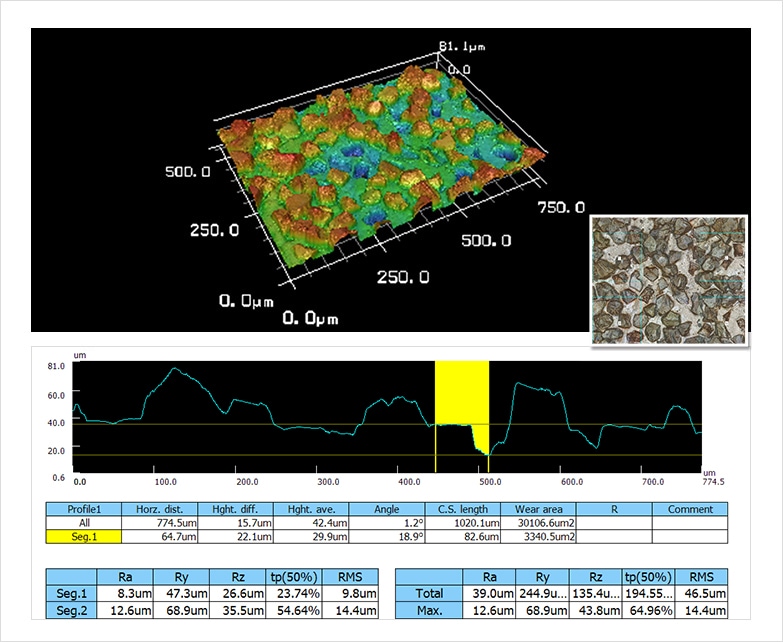
Quantification de la qualité d'une meule à partir de la rugosité — Ra (rugosité moyenne arithmétique) / Rz (hauteur max.)
Meule métallique
Les paramètres Ra et Rz sont utilisés pour examiner l'état de la meule dans son ensemble, en recherchant les éventuelles différences entre chaque grain. Une analyse fondée sur des valeurs numériques permet de garantir une qualité homogène.
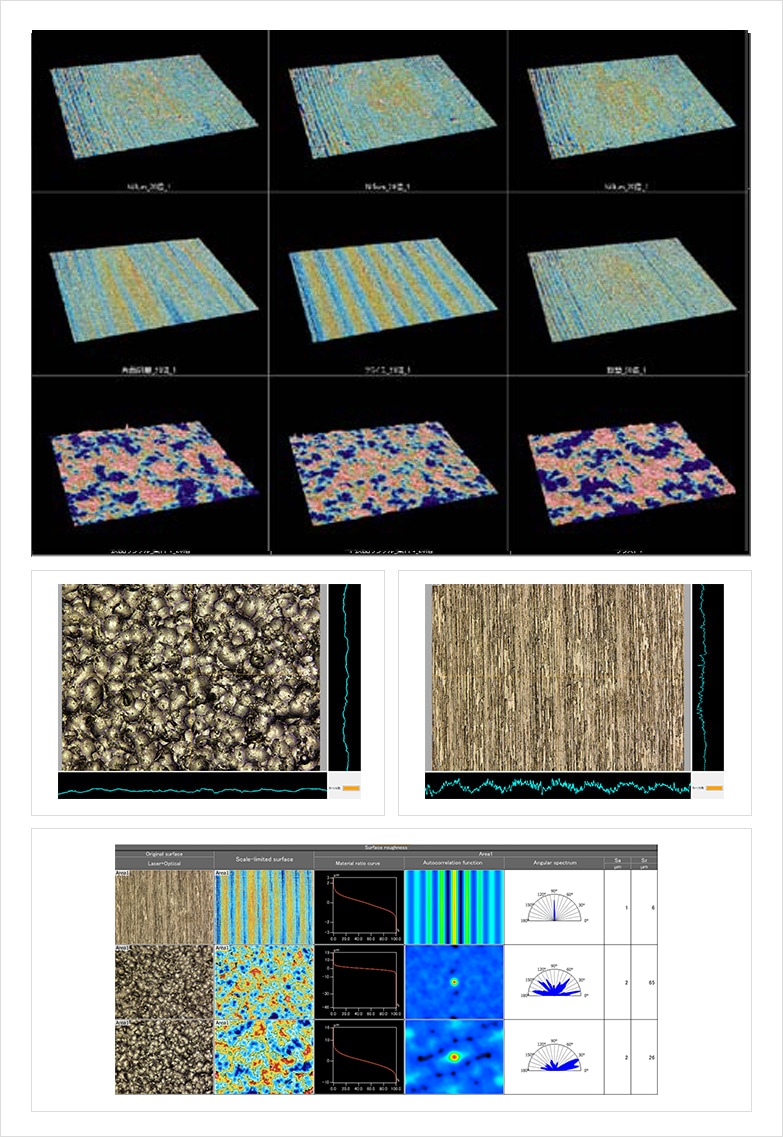
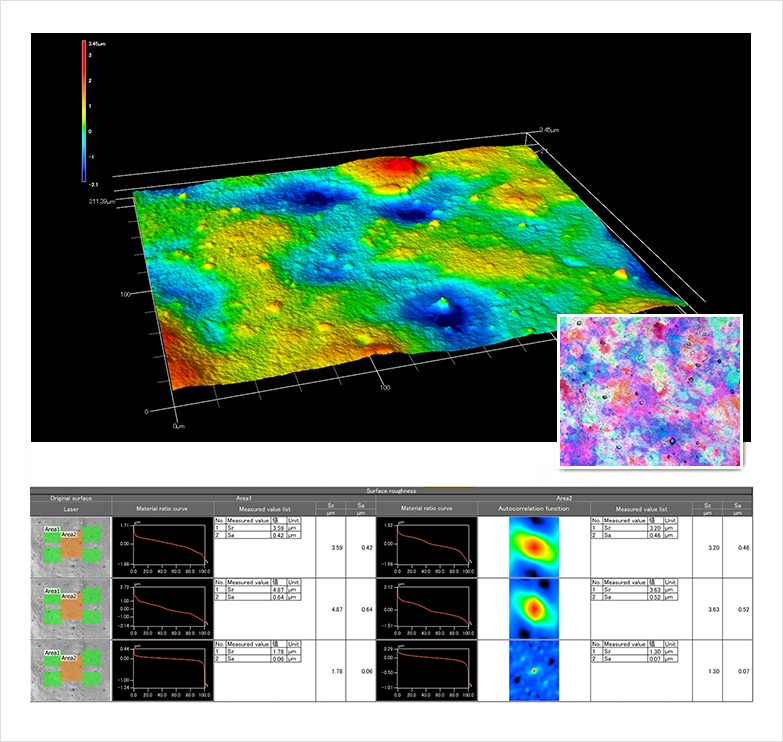
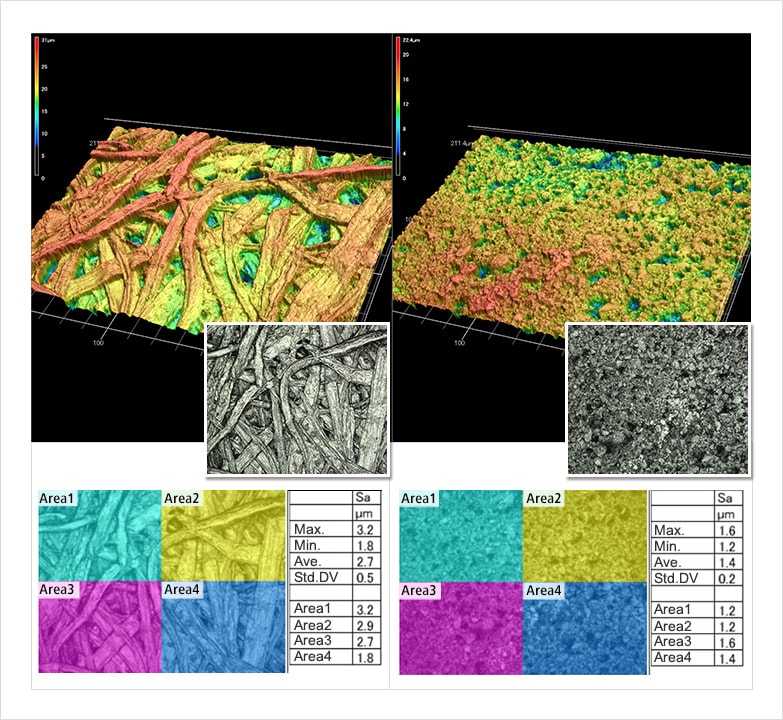
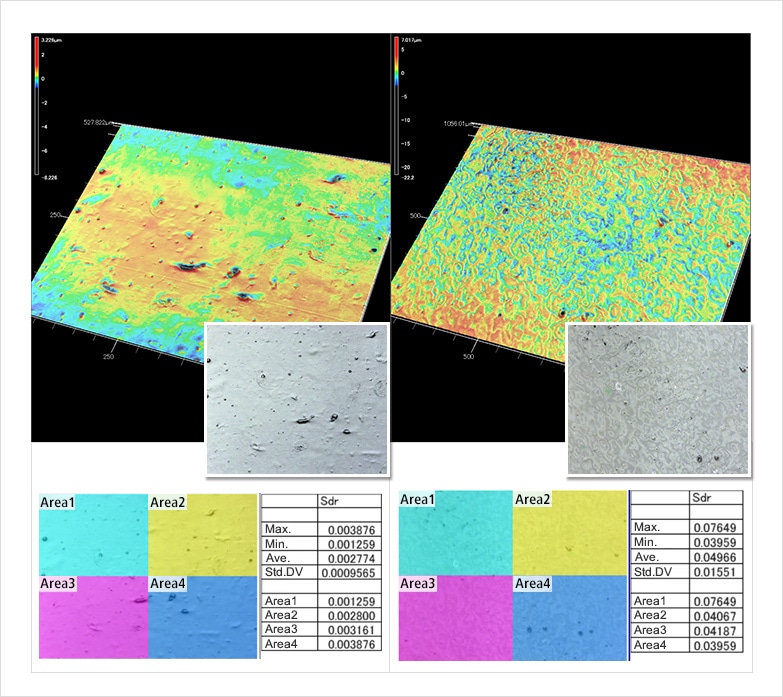
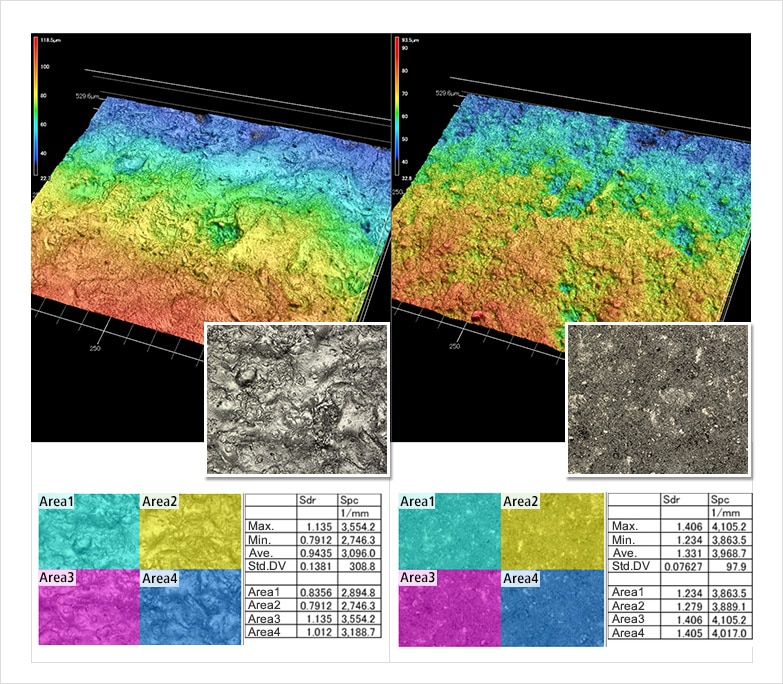
Quantification des différences selon les procédés de transformation des métaux — Sa (hauteur moyenne arithmétique) / Sz (hauteur max.) / Str (rapport d'aspect de texture)
Surface métallique traitée
Cette analyse consiste à comparer les changements de propriétés de surface intervenant selon différents procédés de transformation. L'analyse des paramètres Sa et Sz porte sur l'état de la finition, tandis que l'analyse du paramètre Str consiste à contrôler l'aspect extérieur afin de détecter d'éventuelles marques de traitement.