Optický mikrometr / digitální mikrometr
Podobně jako laserové mikrometry jsou i optické mikrometry senzory s průchozím paprskem, které měří každý objekt, jenž blokuje průchod světla z vysílače do přijímače. Tyto senzory jsou navrženy bez pohyblivých částí, takže poskytují přesné měření a nepotřebují pravidelnou údržbu. Optické mikrometry KEYENCE se dodávají jako jednoosé, víceosé nebo 2D modely (vytvářející 2D podsvícené snímky). Mikrometry jsou ideální pro vysoce přesné měření průměru, mezery nebo šířky.
Doporučené položky

Nabídka produktů
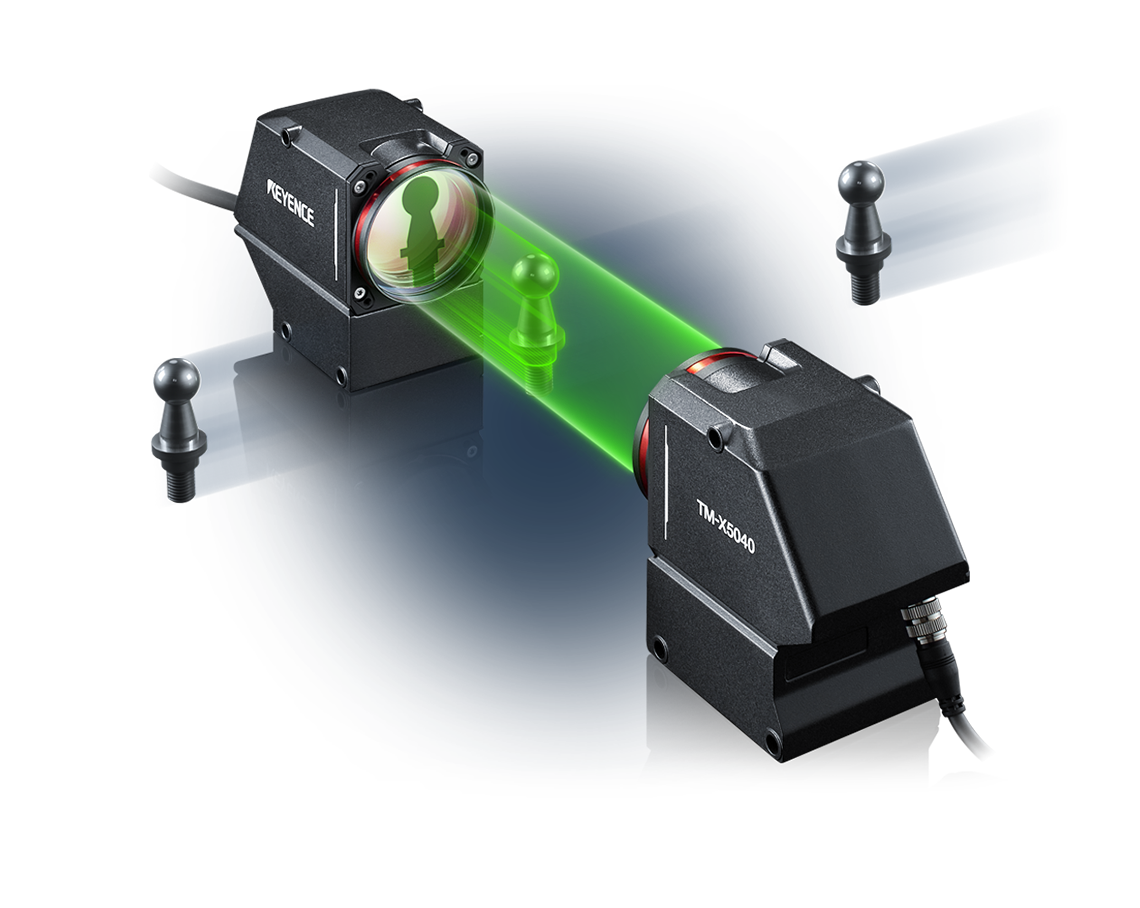
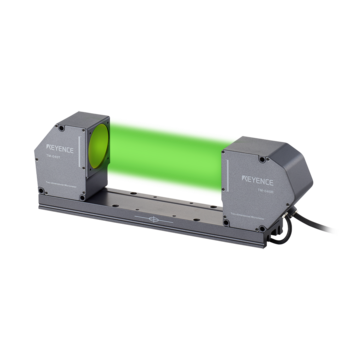
Telecentrické měřicí systémy řady TM-X5000 zajišťují rychlé a přesné měření tím, že zachytí siluetu cíle. Duální telecentrické optické systémy zajišťují spolehlivé výsledky v rámci přímého měření, protože dokážou zajistit zaostřené obrazy se širokou hloubkou ostrosti. Kombinace tohoto technického provedení s objektivy s nízkým zkreslením a našimi patentovanými algoritmy umožňuje přesné měření v kterékoli části zorného pole. Obejdete se bez přesného umisťování cíle a externího osvětlení, dokonce i bez kalibrace přímo na pracovišti. Tento uživatelsky přívětivý systém lze nakonfigurovat třemi jednoduchými kroky. Jeho součástí je více než stovka nástrojů na měření a kontrolu, mimo jiné GD&T, porovnávání s referenčním snímkem nebo měření velikosti vady.

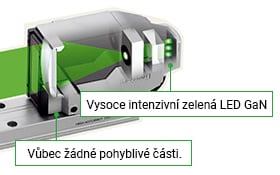
Optické mikrometry řady LS-9000 s vysokou rychlostí měření jsou vysoce odolné a poskytují vysokou vzorkovací rychlost (16 000 vzorků za sekundu) a opakovatelnost (±0,03 μm), které jsou nezbytné pro spolehlivé měření v lince. Díky speciální optické konstrukci využívající vysoce intenzivní LED a telecentrické čočky neobsahují tyto senzory žádné pohyblivé části, což zajišťuje přesnost po celou dobu životnosti. Jejich vysoká rychlost, přesnost a odolnost umožňují stabilní měření v lince i mimo ni v různých prostředích bez ohledu na materiál měřeného objektu. Vysokorychlostní expozice zachycuje ostré snímky pohybujících se objektů, což umožňuje přesné měření drátů a dalších objektů náchylných k vibracím. Systém dokáže vypočítat úhel objektu a automaticky eliminovat chyby způsobené nakloněním nebo nesouosostí. Díky konstrukci s krytím IP67 a možnosti připojení jednotky pro přívod vzduchu je tento produkt odolný vůči znečištění a změnám teploty a lze jej použít v různých místech a prostředích.
Vysokorychlostní 2D optické mikrometry řady TM-3000 byly první na světě, které umožnily kalibrované měření pomocí backlight osvětlení. Lze je použít jak v lince, tak mimo ni pro současné měření v osách X a Y, například vnějších průměrů a výškových rozdílů. Vysoce intenzivní LED a duální telecentrický optický systém zajišťují vysoce opakovatelné výsledky, které nejsou ovlivněny okolním osvětlením. Maximální vnější průměry, úhly a další parametry lze určit okamžitě, protože se analyzuje celá plocha objektu, nikoli pouze jednotlivé body. Systém automaticky detekuje polohu měřeného dílu a podle ní upraví umístění měřicích nástrojů, což zajišťuje přesné a spolehlivé výsledky. K dispozici je 15 základních režimů měření a 8 pomocných režimů, což poskytuje robustní řešení pro širokou škálu aplikací.

Vysokorychlostní a vysoce přesné digitální mikrometry řady LS-7000 využívají proprietární optický systém bez pohyblivých částí, který zajišťuje měření s vysokou rychlostí, přesností a dlouhou životností. Konvenční laserové skenovací mikrometry používají k měření dílů polygonální zrcadlo poháněné motorem. Oproti tomu optický systém řady LS-7000 využívá vysoce intenzivní zelený GaN LED zdroj světla, telecentrické čočky a HL-CCD snímač, což umožňuje dosahovat špičkového výkonu po celou dobu životnosti senzoru bez nutnosti časté údržby nebo rekalibrace. Systém je navíc vybaven vestavěným monitorovacím CMOS snímačem, který zobrazuje měřený objekt v rámci měřicího rozsahu, což usnadňuje kontrolu měřicí polohy nebo případné nastavení pozice měřeného objektu.

Víceúčelové CCD laserové mikrometry řady IG poskytují vysoce přesné rozlišení, které není ovlivněno mírou propustnosti měřeného objektu. Tato řada využívá jako světlocitlivý prvek lineární CCD (L-CCD). Namísto vyhodnocování intenzity přijatého světla snímá hranu procházejícího laserového paprsku, což umožňuje dosahovat vysoce přesného a stabilního rozlišení s opakovatelností 5 μm a linearitou ±0,1 %. Díky tomu je řada IG vhodná pro širokou škálu aplikací, včetně detekce a polohování hran čirého skla, přesného rozpoznání vnějšího průměru obrobku, zpětnovazebního řízení při detekci hrany pásu a měření mezer mezi válci. Monitor polohy na hlavní jednotce usnadňuje zarovnání optické osy při spouštění linky i při přestavbách.



Průchozí laserové detekční senzory řady IB jsou určeny pro širokou škálu aplikací díky vysoce přesnému rozlišování intenzity přijatého světla. Tato řada využívá jako světlocitlivý prvek fotodiodu (PD). Díky přesné detekci změn intenzity přijatého světla lze senzory použít v různých aplikacích bez ohledu na vlastnosti měřeného objektu. Řada IB tak umožňuje řešit úlohy, které jsou pro běžné optické senzory nedosažitelné, například detekci skla pro LCD displeje a zákalu kapalin, rozlišení typů fólií, detekci naklonění čipů nebo nesprávného usazení víček, a to při nízkých nákladech. Kompaktní snímací hlava je vybavena zarovnávací LED, která usnadňuje nastavení optické osy.
Optické mikrometry měří rozměry objektů zachycením jejich siluety při průchodu mezi vysílačem a přijímačem. Na rozdíl od konvenčních laserových mikrometrů využívají optické mikrometry vysoce intenzivní LED osvětlení, telecentrické optiky a vysokorychlostní CMOS senzory pro snímání celého zorného pole v reálném čase. Díky této konstrukci nevyžadují žádné pohyblivé části ani opakovanou kalibraci, čímž si zachovávají vysokou přesnost a stabilitu měření. Optické mikrometry jsou dostupné jako jednoosé nebo víceosé jednotky pro 1D měření, jako je průměr nebo poloha hrany, nebo jako 2D systémy - vhodné pro aplikace s vyššími požadavky na přesnost a kontrolu tvaru.
optických mikrometrů – výhody
Vysokorychlostní telecentrické měřicí systémy umožňují provádět rozměrová měření na více místech tím, že okamžitě zachycují promítané obrazy pohybujících se objektů bez nutnosti zastavení výrobní linky, což výrazně zkracuje dobu kontroly.
Vysoce intenzivní zelený LED zdroj světla, telecentrický optický systém a vysoce citlivý CMOS senzor umožňují řadě TM-X5000 přesně měřit rozměry ze siluet, které jsou zachyceny i u rychle se pohybujících objektů bez nutnosti jejich zastavení. Různé měřicí nástroje lze libovolně kombinovat, což umožňuje současné měření více rozměrů a kontrolu různých parametrů na jednom objektu. Díky tomu je možné provádět 100% kontrolu všech výrobků přímo v lince, aniž by to mělo negativní dopad na dobu cyklu. To u tradičních online měřicích systémů, jako jsou konvenční optické komparátory, obvykle není možné.
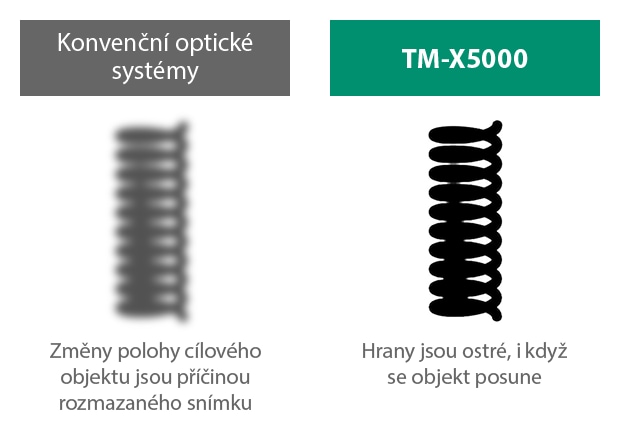
Tradičně při použití telecentrického měřicího systému v lince bývaly promítané obrazy rozmazané nebo neostré kvůli nesprávnému zarovnání pohybujících se objektů. Velká hloubka ostrosti tento problém eliminuje, což umožňuje těmto systémům stabilní měření díky zachycení ostrých obrazů hran bez nutnosti větších úprav polohy objektu.
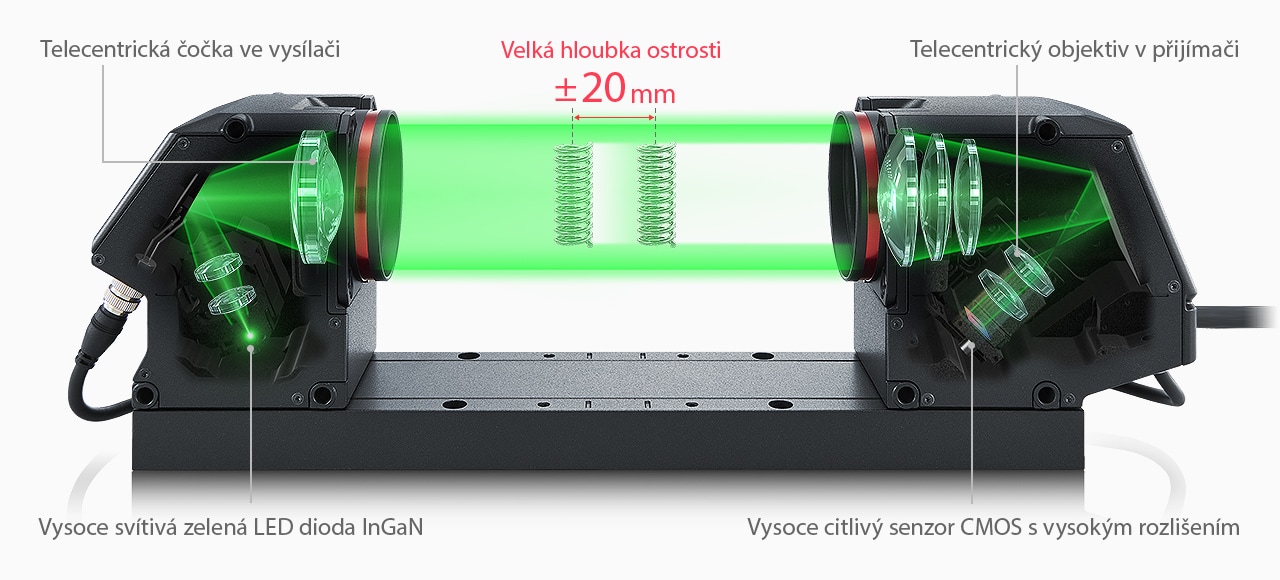
Telecentrická optika použitá jak ve vysílači, tak v přijímači umožňuje telecentrickým měřicím systémům řady TM-X5000 zachytit realistické obrazy hran. Obrazy jsou zachycovány s konzistentní přesností a maximální hloubkou ostrosti ±15 mm (0,59"), i když je objekt nesprávně zarovnán. Čočky s nízkým zkreslením a náš vlastní algoritmus eliminují potřebu nastavování polohy objektu a kalibrace faktorů, jako je osvětlení. Díky tomu lze eliminovat chyby měření způsobené nesprávným zarovnáním a následné snížení výtěžnosti ještě před jejich vznikem.
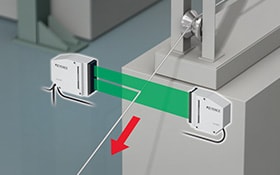
Systém pro měření vnějšího průměru umožňuje nepřetržité rozměrové měření přímo v lince u objektů ve tvaru drátu, tyče nebo pásu, jako jsou vodiče, vytlačované výrobky či fólie. Kontinuální expozice zajišťuje souvislé měření bez přerušení, takže žádná kontrola ani případná vada nemůže být opomenuta.
Systémy pro měření vnějšího průměru umožňují kontinuální a stabilní měření, které je klíčové pro eliminaci vynechaných kontrol a přehlédnutých vad. U thrubeam optických mikrometrů s laserovým skenovacím systémem může docházet k vynechání kontrol u mikroskopických objektů, protože změny mimo dráhu skenovací linky nejsou detekovány. Tento problém řeší vysokorychlostní a vysoce přesné digitální mikrometry řady LS-9000 a LS-7000, které jsou vybaveny vysoce intenzivním zeleným LED zdrojem světla a provádějí měření v celém zorném poli během expozice. Díky tomu nejsou opomenuty žádné dočasné změny hodnot ani kontroly, což zajišťuje maximální přesnost měření.
1D optický mikrometr
Zelené LED světlo je emitováno jako rovnoměrný kolimovaný svazek. Když objekt tento svazek přeruší, na přijímacím prvku vznikne stín, jehož měřením získáme přesné zobrazení objektu.
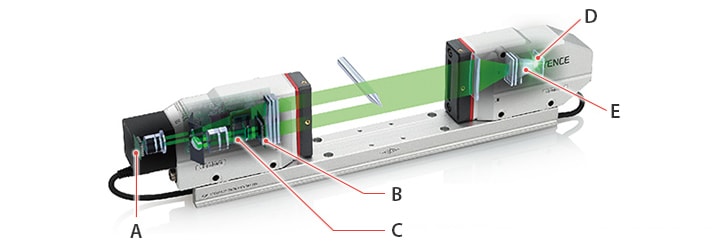
(A) Monitorovací CMOS
Monitorovací CMOS sleduje sklon obrobku a automaticky opravuje chyby náklonu.
(B) Vysoce rychlá expoziční CMOS
Speciálně navržený měřicí CMOS obsahuje integrovaný zesilovač pro maximalizaci výkonu a rychlosti.
(C) CMOS pro polohu objektu
Tento CMOS měří polohu mezi vysílačem a přijímačem.
(D) Vysoce intenzivní zelená LED
Vysoce intenzivní zelená LED vydrží déle než tradiční LED zdroje a zároveň poskytuje vysokou intenzitu a rovnoměrné osvětlení.
(E) Vysoce výkonný kondenzátor
Optická jednotka efektivně zaostřuje LED světlo.
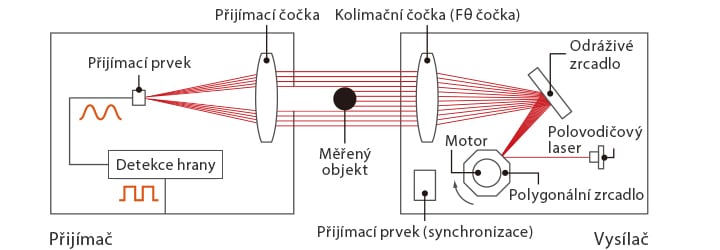
Laserový skenovací mikrometr
Laser je vysílán na rotující polygonální zrcadlo, které přenáší svazek po celém měřicím rozsahu senzoru konstantní rychlostí. Měření, jako je vnější průměr, se určuje měřením doby, po kterou je světlo blokováno od přijímače.
Principiální schéma metody laserového skenování
Dvojitý telecentrický systém založený na siluetě
Vysílač vysílá kolimované světlo se zelenou LED, které promítá stín na CMOS senzor v přijímači. Měření se poté provádí pomocí tohoto zachyceného obrazu. Řada TM-X5000 obsahuje telecentrické čočky jak ve vysílači, tak v přijímači, což zajišťuje stabilní a vysoce přesné měření.
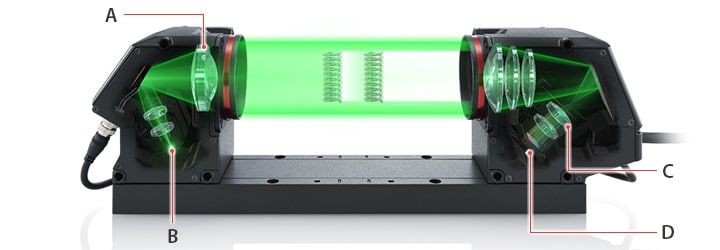
(A) Telecentrická čočka ve vysílači
(B) Vysoce jasná InGaN zelená LED
(C) Telecentrická čočka v přijímači
(D) Vysoce citlivý, vysokorozlišovací CMOS
Jak fungují optické mikrometry?
Stejně jako jejich kontaktní protějšky měří optické mikrometry malé vzdálenosti s velmi vysokou přesností. Optické mikrometry (například řada LS9000 a řada TM-X5000 od společnosti KEYENCE) však provádějí bezkontaktní rozměrová měření pomocí světla. Přesný typ světla obvykle závisí na modelu a typu laserového mikrometru. Většina systémů se skládá z vysílače (například LED), který vysílá světelný paprsek nebo skenovací linku přes mezeru na fotosenzitivní přijímač. Když je objekt umístěn do dráhy paprsku, přeruší světlo (nebo jeho část) a vytvoří stín. Optické mikrometry tento stín analyzují a určují velikost objektu s neuvěřitelnou přesností. Tento bezkontaktní přístup k měření malých vzdáleností umožňuje optickým mikrometrům měřit jemné, křehké a měkké materiály bez poškození nebo deformace obrobku. Princip fungování navíc umožňuje laserovým mikrometrům provádět rychlá měření s vysokou přesností.
Ve kterých odvětvích se používají optické mikrometry?
Polovodiče/Elektronika
V polovodičovém a elektronickém průmyslu mohou mít díly a součástky velikost v řádu nanometrů. Optické mikrometry se používají k přesnému měření křemíkových waferů, vlastností čipů a rozestupů mezi prvky obvodů.
Automobilový průmysl
Automobilový průmysl spoléhá na optické mikrometry pro kontrolu kvality a přesné měření součástí (například hřídelí, ventilů a pístů motoru). Bezkontaktní měřicí zařízení zajišťují, že díly a součástky splňují přísné specifikace a rozměrové tolerance, které se často pohybují v rozsahu µm.
Letecký průmysl
Přesnost je v leteckém průmyslu zásadní, proto jsou laserové mikrometry široce používány při výrobě leteckých dílů a součástí. Zajišťují, že díly jsou vyráběny v přísných rozměrových tolerancích a přesně pasují podle návrhu konstruktéra.
Lékařství
Výroba lékařských zařízení vyžaduje přísné dodržování rozměrových specifikací a celé řady bezpečnostních standardů, což zdůrazňuje význam bezkontaktního měření jako prostředku k zabránění kontaminace zařízení. Optické mikrometry měří malé a přesné součásti používané v lékařských implantátech a nástrojích.
Inženýrství a výroba
Precizní strojírenství a výroba vyžadují výrobu dílů s velmi těsnými tolerancemi. Toto odvětví využívá optické mikrometry a bezkontaktní mikrometrii pro širokou škálu různých aplikací, od specializovaných strojů po elektroniku… a dokonce i výrobu hudebních nástrojů.
Materiálová věda
Nakonec jsou laserové mikrometry často používány v materiálové vědě, výzkumu a vývoji ke studiu vlastností a chování materiálů. Jejich přesnost umožňuje měřit i nejmenší změny rozměrů, které mohou nastat za různých podmínek. To výrazně pomáhá při studiu roztažnosti, smrštění a deformace materiálů.
Optické mikrometry – případové studie
Kontrola profilu wolframové elektrody TIG svařovacího robota
Dlouhodobý nepřetržitý provoz svařovacího robota způsobuje deformaci profilu hrotu elektrody (změnu úhlu nebo ohyb), což může vést k selhání svařování. Instalací telecentrického měřicího systému řady TM-X5000 přímo do kabiny svařovacího robota lze tento problém efektivně řešit. S ohledem na zatížení působící na hrot elektrody je vhodné přidat pohyb, při kterém hrot elektrody projde jednou za každých 50 svařovacích cyklů měřicím paprskem systému TM-X5000. I při pohybu cíle dokáže řada TM-X5000 měřit profil bez rozmazání obrazu, takže přesně zachytí změny profilu elektrody a zabrání selhání svařování, aniž by to mělo negativní vliv na dobu cyklu. Kromě svařovacích strojů lze tento systém využít také pro kontrolu profilů nástrojů různých robotů a automatizovaných zařízení.
Vícebodové měření vnějšího průměru vstřikovačů
Vstřikovač je složen z několika částí, a proto kontrola vyžaduje měření vnějšího průměru na více místech. Běžné systémy pro měření vnějšího průměru jsou spojeny s vysokými instalačními náklady a prodlužují dobu kontroly, protože je nutné instalovat více měřicích jednotek nebo přesouvat měřicí systém mezi jednotlivými body. Pro zajištění přesnosti je navíc nutná pravidelná údržba pohyblivých mechanismů, což je časově i pracovně náročné. Telecentrický měřicí systém umožňuje okamžité měření vnějších průměrů ve více bodech v rámci jednoho zorného pole a současně může kontrolovat i další parametry, například souosost.
Polohování skleněných substrátů (transparentní objekty)
Zarovnání skleněných substrátů vyžaduje vysokou přesnost a tradičně se provádělo pouze pomocí kamerových systémů. Polohování transparentních objektů je však náročné a často vyžaduje složité předběžné zarovnání a kalibraci, aby byla zachována vysoká přesnost a zároveň zkrácena doba zpracování. Vysokorychlostní optické mikrometry řady LS-9000 nabízejí speciální režim pro měření transparentních objektů a dvouúrovňové nastavení prahu detekce hran, což umožňuje stabilní měření a přesné polohování i v jednoduchých aplikacích, například při kontrole profilu hran na tenkém skleněném substrátu.

Stránka Výběr měřicího senzoru představuje osvědčená řešení v různých odvětvích, včetně automobilového průmyslu, výroby fólií a plechů a elektrických a elektronických součástek – pro laserové profilery i naše další laserové snímače posunu a měřicí systémy. Aplikace lze také prozkoumat podle typů měření, jako je tloušťka, šířka, výška, rozdíl výšky a 3D kontroly.
Optické mikrometry – často kladené dotazy
Díky expoziční době pouhých 100 μs (0,1 ms) umožňují telecentrické měřicí systémy řady TM-X5000 současné měření až 100 položek v jednom snímku. Rychlé zachycení zaostřených 2D promítaných obrazů umožňuje provádět měření bez nutnosti zastavovat rychle běžící výrobní linku. K dispozici je široký výběr více než 100 měřicích nástrojů, které lze libovolně kombinovat pro hromadné měření vnějšího průměru, šířky, výšky a poloměru složitých profilů, stejně jako například stoupání, výšky, úhlu a dalších parametrů závitů šroubů na základě promítaných obrazů zachycených přímo v lince.
Telecentrické měřicí systémy řady TM-X5000 nabízejí intuitivní ovládání pro nastavení požadovaných měřicích položek – stačí jednoduše vybrat ikony pro kombinaci základních nástrojů, nástrojů pro měření prvků, pomocných nástrojů, aplikačních nástrojů a nástrojů GD&T. V rámci GD&T nástrojů lze pro inline kontrolu různých výkresových požadavků vybírat a kombinovat například:
- Tolerance tvaru: přímost, kruhovitost
- Tolerance orientace: kolmost, rovnoběžnost
- Tolerance polohy: soustřednost
Systém podporuje širokou škálu měření potřebných pro inline kontrolu, včetně porovnání s etalonem pro identifikaci výrobků a kontrole cizích částic při vizuální kontrole.
Vysokorychlostní optické mikrometry řady LS-9000 jsou standardně vybaveny jednotkou pro přívod vzduchu, což zajišťuje odolnost vůči prostředí a splňuje normu IP67. Jsou vysoce odolné vůči páře, prachu, kontaminaci látkami jako je olej, mlha, nárazy a změny teploty, což umožňuje stabilní měření vnějšího průměru i v náročných podmínkách. Po instalaci do různých procesů mohou měřit nepřetržitě při stálé expozici, což umožňuje identifikaci a rychlé řešení chyb v reálném čase. Protože měření lze provádět během procesů, velké množství vad již není detekováno až při následných kontrolách, což zlepšuje výtěžnost v různých prostředích.
Optické a laserové mikrometry jsou známé svou vysokou přesností; například řada LS-9000 dokáže detekovat objekty o velikosti až 0,08 mm (80 µm) s přesností ±2 µm. Ve většině případů dosahují špičkové optické a laserové mikrometry přesnosti v mikronovém rozsahu, obvykle mezi 0,1 µm a 10 µm. Tato úroveň přesnosti činí optické a laserové mikrometry velmi cennými pro odvětví, která vyžadují vysoce přesná měření, například výrobu polovodičů nebo precizní strojírenství.
Přestože oba systémy slouží k přesnému měření, jejich principy fungování a použití se zásadně liší. Optické mikrometry používají laserový zdroj světla k měření konkrétního objektu. Světlo je nasměrováno na měřený objekt, který promítá svůj stín nebo siluetu na přijímač světla; velikost stínu poskytuje samotné měření. Optické a laserové mikrometry tak poskytují rychlá a vysoce přesná měření. Systémy s podsvícením naproti tomu využívají zadní osvětlení, které slouží k osvětlení objektu a vytvoření ostré siluety. Místo přijímače, který by sbíral data a posílal je ke zpracování, je silueta v systémech s podsvícením zachycena kamerou a její software zpracovává obraz pro měření objektu. Tyto systémy jsou sice vhodné pro složitá 2D měření nebo kontrolu kvality, ale jsou výrazně pomalejší a méně přesné než optické mikrometry.
Oba typy zařízení patří do sortimentu laserových měřicích produktů, ale každý má své specifické výhody. Laserové mikrometry jsou obvykle rychlejší, protože měří celý profil objektu v jednom průchodu nebo snímku. Díky tomu jsou ideální pro inline procesy, kde je rychlost klíčová. Laserové skenovací mikrometry naopak spoléhají na pohybující se laserový paprsek, který se pohybuje a skenuje přes objekt. Výhodou je, že laserové skenery dokážou poskytnout mimořádně detailní měření profilů, zejména při skenování složitých tvarů a jemných povrchů. Jsou však také výrazně pomalejší než inline laserové mikrometry a kvůli pohyblivým částem vyžadují údržbu.
Při srovnání 3D laserových profilometrů a kamerových systémů závisí volba optimální metrologické technologie na konkrétních potřebách a požadavcích aplikace. 3D profilometry vynikají v poskytování informací o hloubce a výšce s vysokým rozlišením, což je činí ideálními pro detailní 3D skenování povrchů a měření tvaru. Jsou vhodné pro širokou škálu materiálů a povrchových úprav a umožňují získání komplexních 3D dat v jednom průchodu.
Kamerové systémy (vizuální inspekce) naopak poskytují výjimečně vysoké rozlišení 2D snímků a jsou ideální pro aplikace, kde je klíčové rozpoznávání barev, kontrola tvaru nebo shoda vzorů. Na rozdíl od 3D profilometrů však neposkytují informace o výšce ani topografii povrchu.
Výběr technologie tedy závisí na požadovaném typu měření – pro detailní 3D analýzu povrchu je vhodnější 3D profilometr, pro rychlou 2D inspekci a rozpoznávání vzorů je vhodnější vizuální systém.


