3D Scanner
Gießen eignet sich zur Herstellung komplex geformter und großer Produkte, auch wenn die Festigkeit im Vergleich zu durch Walzen oder Schmieden hergestellten Produkten geringer ist. Gießen bietet zudem den Vorteil, eine Massenproduktion zu geringeren Kosten zu ermöglichen. Unter Nutzung dieser Vorteile wird Gießen zur Herstellung von Teilen in einem breiten Spektrum an Bereichen eingesetzt, darunter Automobile und andere Transportmaschinen, Industriemaschinen, elektrische Geräte, Kommunikationsgeräte und Dinge des täglichen Bedarfs.
Allerdings entstehen bei Gussprodukten aufgrund von Ursachen wie Metallviskosität, Temperatur oder Verunreinigungen während des Gießens leicht innere und äußere Defekte.
Dieser Abschnitt erläutert die gängigsten Gießverfahren, Problemarten, Prototypenmessung in Entwicklung und Konstruktion sowie ein Messverfahren, das in der Massenproduktion die Auslieferung fehlerhafter Teile verhindern kann. Zudem werden Probleme konventioneller Messverfahren und mögliche Lösungsansätze dafür vorgestellt.
Gießen
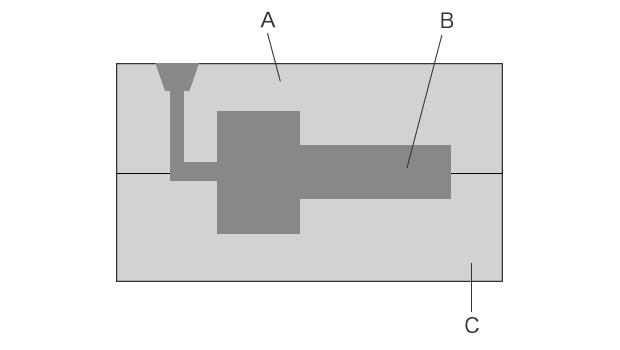
A : Form (Oberform) B : Gussprodukt C : Form (Unterform)
Gießen ist ein metallverarbeitendes Verfahren, bei dem geschmolzenes Metall in einen Hohlraum der gewünschten Form gegossen wird, wo es anschließend abkühlt und erstarrt. Ein solcher Hohlraum mit der gewünschten Form wird als Form bezeichnet, und ein durch Gießen hergestelltes Produkt wird als Gussteil bzw. Gussprodukt bezeichnet. Zu den Formen zählen Metallformen, die durch Zerspanen von Metall hergestellt werden, sowie andere Formen aus Sand, Harz oder Gips.
Metallformen und Sandformen sind die am häufigsten verwendeten Typen. Die beim Gießen eingesetzten Metalle umfassen Gusseisen, Stahlguss, Aluminiumlegierungen und Magnesiumlegierungen und werden entsprechend den Anforderungen des Endprodukts ausgewählt.
Arten des Gießens
Gießen kann anhand verschiedener Kriterien kategorisiert werden, z. B. nach dem Material der Gussform, dem Formherstellungsverfahren und dem Modelltyp. Dieser Abschnitt konzentriert sich auf Kategorien nach dem Material der Gussform, da dies die gängigste Art der Kategorisierung ist. Er erläutert Sandguss, Kokillenguss und Wachsausschmelzverfahren.
Sandguss
Sandguss ist ein Verfahren, bei dem geschmolzenes Metall in eine Sandform mit der gewünschten Form gegossen wird, wo es anschließend abkühlt und erstarrt. Der Sand, der zur Formbildung verwendet wird, heißt Formsand und besteht aus Siliziumsandkörnern, die mit einem Bindemittel oder Zusatzstoff wie Bentonit (Tonmineral), Wasserglas oder Harz gemischt werden. Sandformen ermöglichen komplexe Geometrien, und bei Fertigung kleiner Losgrößen können sie kostengünstiger und schneller hergestellt werden als Formen beim Kokillenguss. Aufgrund der geringeren Abkühlgeschwindigkeit während des Gießens weisen Sandgussprodukte jedoch im Allgemeinen eine geringere Maßgenauigkeit und eine geringere Festigkeit auf als Produkte aus anderen Verfahren. Außerdem wird eine Sandform nach einmaligem Einsatz zerstört, was bei der Massenproduktion zu höheren laufenden Kosten führt.

A : Sandform B : Schmelze C : Gussprodukt
Kokillenguss
Kokillenguss ist ein Gießverfahren, bei dem geschmolzenes Metall in eine Metallform gegossen wird, wo es anschließend abkühlt und erstarrt.
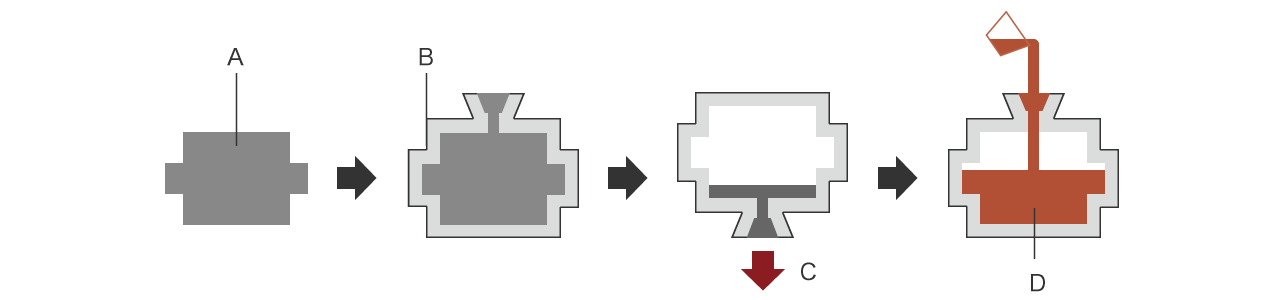
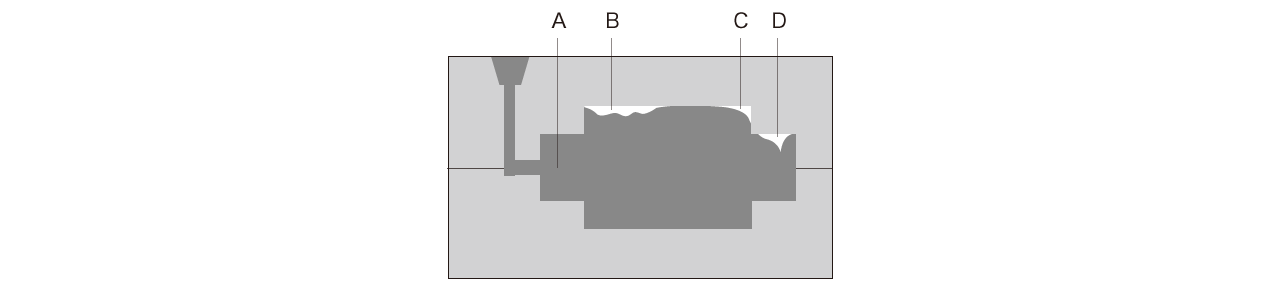
Beispiel: Schwerkraft-Kokillenguss
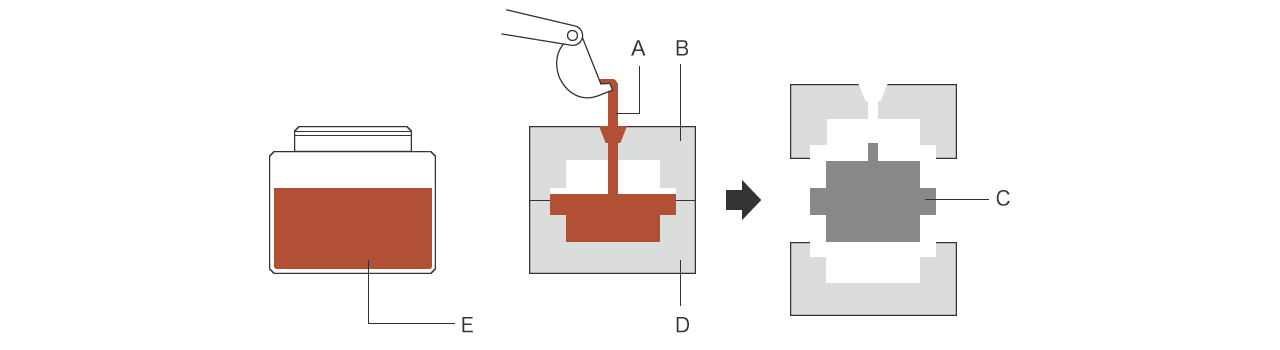
A : Schmelze B : Form (Oberform) C : Gussprodukt D : Form (Unterform) E Schmelze
Schwerkraftguss
Beim Schwerkraftguss wird die Form durch die Schwerkraft mit Schmelze gefüllt. Schwerkraft wird auch beim Sandguss genutzt, jedoch können die bei diesem Verfahren verwendeten Formen wiederholt eingesetzt werden, wodurch es sich besser für die Massenproduktion eignet. Da die Schmelze rasch abkühlt, kann Schwerkraftguss Gussteile mit hervorragenden mechanischen Eigenschaften erzeugen. Die Schmelze wird zudem mit niedriger Geschwindigkeit gegossen, wodurch weniger Luft und Gase eingeschlossen werden als beim Druckguss. Da beim Füllen der Form kein Druck angelegt wird, können sogenannte Kerne eingesetzt werden, um Gussprodukte mit komplexen Formen und hohlen Innenräumen herzustellen.
Aufgrund dieser Vorteile ist Schwerkraftguss das am häufigsten verwendete Verfahren zur Herstellung einer großen Bandbreite an Gussprodukten. Allerdings hat dieses Verfahren auch Nachteile. Da kein Druck angelegt wird, muss die Form vollständig mit Schmelze gefüllt werden, was die Ausbeute reduziert. Die geringe Füllgeschwindigkeit erhöht zudem die Zykluszeit.
Hochdruckguss
Beim Hochdruckguss wird die Form zunächst mit Schmelze bei niedriger Geschwindigkeit gefüllt, und während der Erstarrung wird von außen Druck angelegt. Da die Form bei niedriger Geschwindigkeit gefüllt wird, kommt es im Vergleich zum Druckguss zu weniger Einschluss von Luft und Gasen. Weil der Druck höher ist als beim Schwerkraftguss, lassen sich mechanisch feste Gussteile mit feinen Metallgefügen herstellen.
Der Druck kann direkt oder indirekt angelegt werden. Bei direkter Druckbeaufschlagung wird ein Druckstempel (Punch) verwendet, um den Druck direkt auf die Schmelze auszuüben. Bei indirekter Druckbeaufschlagung wird Druck angelegt, während der Formhohlraum mittels eines Kolbens mit Schmelze gefüllt wird. Allgemein gilt: Direkte Druckbeaufschlagung ist eher für Gussteile mit einfachen Formen geeignet, während indirekte Druckbeaufschlagung eher für mittel- oder großformatige Gussteile mit komplexen Formen geeignet ist.
Niederdruckguss
Beim Niederdruckguss wird die Form mittels Druckluft oder inertem Gasdruck mit Schmelze gefüllt. Die Schmelze erreicht jede Ecke des Formhohlraums und bleibt bis zum Abkühlen und Erstarren unter Druck. Dadurch wird das Auftreten von Defekten wie Lunkern und Gasporen reduziert. Die Druckausübung wird beendet, wenn die Schmelze am Anschnitt erstarrt ist, und nicht zur Gussteilherstellung benötigte Schmelze fließt in den Tiegel zurück. Dies führt zu Ausbeuten, die höher sind als beim Sandguss und Schwerkraftguss. Kerne können wie beim Schwerkraftguss eingesetzt werden, sodass sich Gussprodukte mit komplexen Formen und hohlen Innenräumen herstellen lassen. Gleichzeitig führt die lange Abkühlzeit bei diesem Verfahren zum Nachteil einer geringeren Produktivität aufgrund der langen Zykluszeit.
Schleuderguss
Beim Schleuderguss wird Schmelze in eine zylindrische Form gegossen, die mit hoher Geschwindigkeit rotiert. Durch die Zentrifugalkraft verteilt sich die Schmelze entlang der Innenwand der Form und bildet ein zylindrisches Gussteil. Die Zylinder können vertikal oder horizontal ausgerichtet sein. Vertikale Formen werden zur Herstellung kurzer Gussteile verwendet. Horizontale Formen werden zur Herstellung langer Gussteile verwendet. Schleuderguss kann hohle Gussteile ohne Kerne herstellen. Weitere Vorteile sind, dass kein Anschnitt und keine Druckbeaufschlagung erforderlich sind und dass die Metalldichte des Gussteils durch die Drehzahlsteuerung verändert werden kann. Mit kurzer Abkühlzeit eignet sich Schleuderguss für das Gießen schnell erstarrender Materialien und die Herstellung dünnwandiger Rohre. Zudem können Gussteile mit komplexen Formen hergestellt werden. Daher wird Schleuderguss zur Herstellung von Gussprodukten wie Wasserrohren, Gasrohren, Lagermetall und silbernen Zahnkronen verwendet. Schleuderguss hat auch Nachteile, z. B. Teilungen durch die Zentrifugalkraft sowie Rissbildung, die unmittelbar nach dem Abkühlen auftreten kann.
Druckguss
Beim Druckguss wird Schmelze unter hohem Druck mit hoher Geschwindigkeit in eine Form eingespritzt und anschließend in kurzer Zeit abgekühlt. Druckguss ermöglicht das Gießen filigraner Formen mit hochgenauen Abmessungen, und die kurze Zykluszeit macht ihn für die Massenproduktion geeignet. Druckguss wird hauptsächlich für Metalle mit niedrigen Schmelzpunkten eingesetzt, z. B. Aluminiumlegierungen, Zinklegierungen und Magnesiumlegierungen. Es gibt zwei Arten von Druckgießmaschinen: Warmkammer- und Kaltkammermaschinen.
Bei einer Warmkammermaschine ist die Gießmaschine mit einem Ofen, der die Schmelze enthält, integriert. Bei einer Kaltkammermaschine sind Gießmaschine und Ofen mit der Schmelze getrennt. Die Schmelze wird mit einer Gießkelle in die Einspritzöffnung gefüllt.
Druckguss ermöglicht das Gießen filigraner Formen mit hochgenauen Abmessungen, hat jedoch den Nachteil, dass beim Hochgeschwindigkeits-Einspritzen der Schmelze in die Form Luft, Trennmittel und andere Stoffe in das Gussteil gelangen können. Aus diesem Grund können durch Druckguss hergestellte Gussteile nicht als Teile verwendet werden, die Festigkeit erfordern.
Wachsausschmelzverfahren
Das Wachsausschmelzverfahren, auch als Feinguss (Investment Casting) bekannt, ist ein Präzisionsgussverfahren. Ein Modell wird aus einer Mischung von Materialien mit niedrigen Schmelzpunkten hergestellt, z. B. Paraffin, Harz und Füllstoff. Das Modell wird anschließend mit einem feuerfesten Material wie Keramik überzogen. Das Modell wird dann ausgeschmolzen und fließt aus, um die Form zu erzeugen. Ein Vorteil des Wachsausschmelzverfahrens ist, dass – da die Formen nicht geöffnet werden müssen – Metalle in komplexen Formen gegossen werden können, die mit Sandguss oder anderem Kokillenguss nicht möglich sind. Außerdem können aufgrund der feuerfesten Formmaterialien wie Keramik Metalle mit hohen Schmelzpunkten gegossen werden, z. B. Kohlenstoffstahl und Edelstahl. Ein Nachteil des Wachsausschmelzverfahrens ist, dass die Formen nach einmaligem Einsatz entsorgt werden müssen, was das Verfahren für die Massenproduktion ungeeignet macht.
A : Modell B : Feuerfestes Material (Form) C : Ausschmelzen D : Schmelze
Defekte bei Gussprodukten
Während des Gießens können Defekte aus verschiedenen Ursachen entstehen. Es ist notwendig, die Ursache umgehend zu identifizieren und Gegenmaßnahmen zu ergreifen, da Defekte die Ausbeute senken und zudem Rücksendungen oder Rückrufe von Produkten verursachen können. Dieser Abschnitt stellt einige typische Defektarten vor, die beim Gießen auftreten.
Lunker
Die Schmelze, die die Form füllt, schrumpft beim Abkühlen. Wenn das abgekühlte Metall zu erstarren beginnt, schrumpft es weiter. Die Schrumpfung muss durch Schmelze aus einem Bereich ausgeglichen werden, der noch nicht erstarrt ist. Da jedoch nach dem Erstarren des Produkts keine Schmelze mehr nachfließen kann, entstehen Hohlräume oder Vertiefungen an Stellen, an denen die Schmelzmenge unzureichend war. Diese Hohlräume und Vertiefungen werden als Lunker bezeichnet.
Lunker treten innen und außen an Gussprodukten auf. Äußere Lunker werden auch als offene Lunker bezeichnet und sind Vertiefungen auf der Oberfläche eines Gussteils. Innere Lunker sind Hohlräume, die im Inneren eines Gussteils entstehen. Die Oberfläche des Hohlraums ist rau und hat eine bläulich-violette oder schwärzlich-braune Farbe. Beide Arten von Lunkern entstehen an Teilen, die zuletzt erstarren, z. B. an dicken Bereichen, Kreuzungsstellen, Ecken, Kanten und Anschnitten.
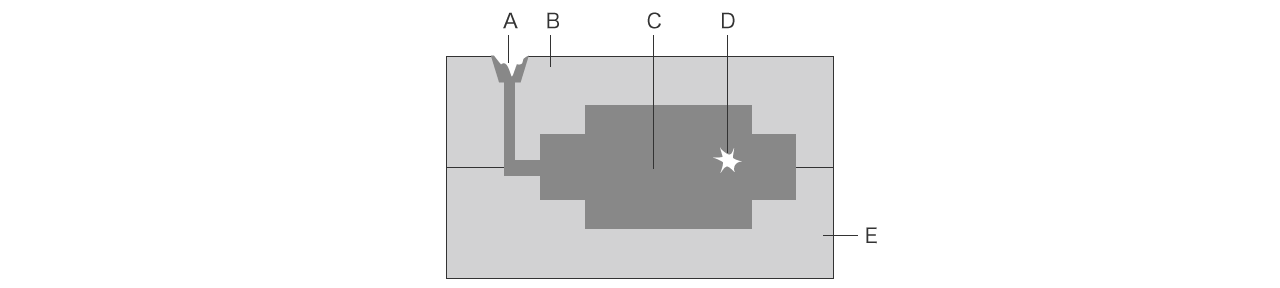
A : Äußerer Lunker B : Form (Oberform) C : Gussprodukt D : Innerer Lunker E : Form (Unterform)
Gasblase, Nadelstichporen
Gasblasen und Nadelstichporen sind Defekte, bei denen runde Hohlräume im Inneren eines Gussteils entstehen. Diese Defekte treten auf, wenn Gas oder Luft in die Schmelze gelangt, die in die Form eingebracht wird. Die Bezeichnung hängt von der Hohlraumgröße ab. Ein Hohlraum mit einem Durchmesser von 2 mm (0,08”) oder mehr wird als Gasblase bezeichnet, während ein Hohlraum mit einem Durchmesser von weniger als 2 mm (0,08”) als Nadelstichpore bezeichnet wird.
Die Gase, die diese Defekte verursachen, entstehen durch chemische Reaktionen zwischen der Schmelze und Fremdstoffen oder durch Feuchtigkeit. Beim Druckguss und anderen Verfahren, bei denen Schmelze mit hoher Geschwindigkeit eingespritzt wird, können Gasblasen und Nadelstichporen entstehen, wenn Luft in der Schmelze eingeschlossen wird.
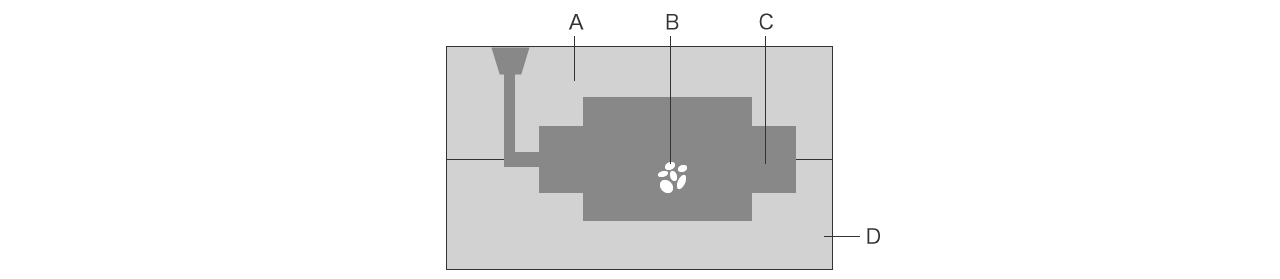
A : Form (Oberform) B : Gasblasen/Nadelstichporen C : Gussprodukt D : Form (Unterform)
Rissbildung
Rissbildung ist ein Defekt, bei dem Risse im Gussteil auftreten. Rissbildung bei hohen Temperaturen unterscheidet sich von Rissbildung bei niedrigen Temperaturen. Rissbildung bei hohen Temperaturen wird als Heißrissbildung bezeichnet, wobei Risse in dem Bereich auftreten, der zuletzt erstarrt. Rissbildung bei niedrigen Temperaturen wird als Kaltrissbildung bezeichnet, wobei Risse während oder nach dem Abkühlen auftreten. Rissbildung, die entsteht, wenn ein bereits erstarrter Bereich während des weiteren Erstarrungsprozesses von einem noch nicht erstarrten Bereich gezogen wird, werden als Erstarrungsrisse bzw. Schrumpfrisse bezeichnet. Rissbildung, die durch mechanische Spannungen infolge ungleichmäßiger Wanddicken oder durch Spannungen infolge von Schrumpfung entsteht, wird als Spannungsrissbildung bezeichnet.
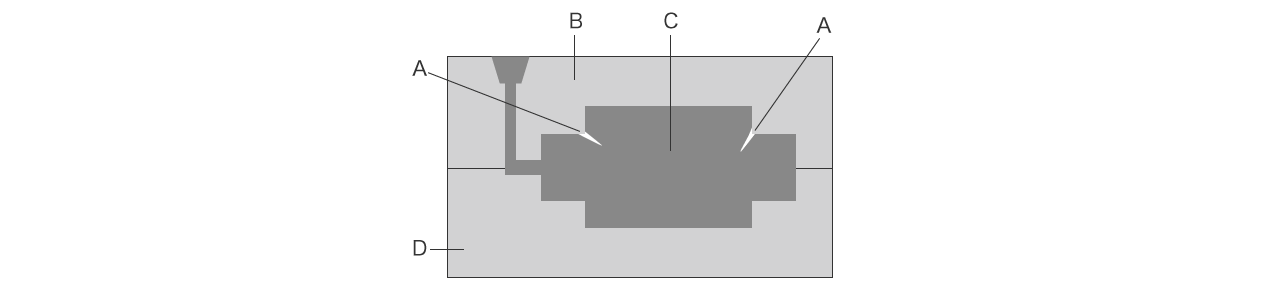
A : Rissbildung B : Form (Oberform) C : Gussprodukt D : Form (Unterform)
Fehlguss
Ein Fehlguss ist ein Defekt, bei dem der Formhohlraum nicht vollständig mit Schmelze gefüllt wird, wodurch eine unvollständige Gussteilform entsteht. Fehlguss tritt an dünnen oder schmalen Bereichen auf und erzeugt eine Form mit abgerundeten Kanten. Dieser Defekt entsteht, wenn die Schmelze den Formhohlraum nicht vollständig füllt, und kann durch zu schmale Formhohlräume, geringe Füllgeschwindigkeit der Schmelze, niedrige Formtemperatur oder unzureichende Entgasung des Formhohlraums verursacht werden. Weitere Defekte, die infolge eines ungeeigneten Schmelzefüllens auftreten können, sind Kaltlaufstellen, die eine Grenzlinie auf der Gussteiloberfläche bilden, sowie Fließlinien, die unregelmäßige Falten auf der Gussteiloberfläche bilden.
A : Gussprodukt B : Fließlinie C : Fehlguss D : Kaltlaufstelle
Verzug (Wölbung, Welligkeit)
Verzug bei Gussprodukten umfasst Verwölbung und Welligkeit und wird durch ein Problem im Gießprozess verursacht. Beim Gießen variiert die Abkühlgeschwindigkeit je nach Wanddicke und je nach Bereich. Dünne Bereiche kühlen schneller ab, während dicke Bereiche und die zuletzt gefüllten Bereiche mehr Zeit zum Abkühlen benötigen. Wenn ein innerer Bereich, der lange zum Abkühlen braucht, an einem bereits abgekühlten Bereich zieht, entsteht Eigenspannung, die eine Ursache für Verzug ist.
Wölbung
Welligkeit
Herausforderungen bei der Messung
Es ist äußerst wichtig zu bestätigen, dass Abmessungen und Form eines Gussteils wie beabsichtigt sind (innerhalb der Toleranzen). Insbesondere für Gussteile, die als Präzisionsteile eingesetzt werden, oder Gussteile mit komplexen Formen ist eine hochgenaue und quantitative 3D-Formmessung erforderlich, da diese Gussteile Festigkeit und Leistung beeinflussen können.
Einige konventionelle Messgeräte, wie Koordinatenmessmaschinen und vereinfachte 3D-Scanner, können bestimmte Stellen an einem Produkt nicht messen und können eine geringe Messgenauigkeit aufweisen. Viele Ursachen von Defekten lassen sich durch Analysen auf Basis von Messdaten, die mit diesen Messgeräten erfasst wurden, nicht identifizieren. Außerdem ist die Messung mit diesen Geräten sehr zeitaufwendig.

Herausforderungen bei der Messung - 3D-Koordinatenmessmaschine – KMM
Beispielsweise muss bei der Messung von Gussdefekten wie Lunkern, Rissbildung und Fehlguss in einem kleinen Bereich mit einer Koordinatenmessmaschine eine virtuelle Oberfläche dieses Bereichs mit einem Taster erstellt werden. Es ist jedoch äußerst schwierig, mit dieser Methode eine genaue Messung durchzuführen. Zudem ist es schwierig, die exakte 3D-Form zu identifizieren, wenn ein kleiner Bereich gemessen wird, da die Anzahl der Messpunkte gering ist.
Herausforderungen bei der Messung – 3D-Scanner
Mit einem 3D-Scanner ist die Formmessung relativ einfach, da das Gerät Licht auf das Werkstück richtet und seine Form anhand des vom Werkstück reflektierten Lichts misst. Konventionelle 3D-Scanner können jedoch unter niedriger Bildauflösung, langen Verarbeitungszeiten und geringer Genauigkeit bei der Messung komplexer Oberflächen leiden. Zudem können 3D-Scanner je nach Position und Lage des Werkstücks Formen möglicherweise nicht korrekt messen, und der Mangel an Messfunktionen macht es unmöglich, ausreichende Prüfungen durchzuführen.
Lösungen zur Messung von Gussprodukten
Formanalyse ist unverzichtbar, um die Qualität von Gussprodukten sicherzustellen. Allerdings erfordern Koordinatenmessmaschinen ein hohes Kompetenzniveau des Bedieners, und die Datenerfassung kann zeitaufwendig sein. Zudem sind viele vereinfachte 3D-Scanner nicht mit den Systemen und der Genauigkeit ausgestattet, die in der Forschungs- und Entwicklungsphase, bei Tests zur Festlegung von Schweißbedingungen, bei der Ursachenanalyse von Defekten und bei schneller Fehlersuche erforderlich sind.
Zur Lösung dieser Messprobleme hat KEYENCE die Modellreihe VL entwickelt.
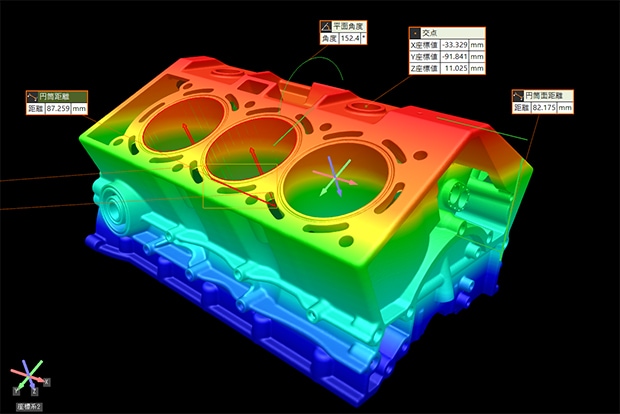
Die Modellreihe VL erfasst die 3D-Form des gesamten Messobjekts präzise, ohne dieses zu berühren. Ein 3D-Scan eines bestimmten Bereichs des Bauteils kann innerhalb von nur einer Sekunde erfolgreich und präzise abgeschlossen werden. Dieser Abschnitt stellt einige konkrete Vorteile der Modellreihe VL vor.
Vorteil 1: Die 3D-Form des gesamten Messobjekts kann mit einer einzigen Messung erfasst werden.
Mit einem einzigen Klick kann die Modellreihe VL 9 Millionen Messpunkte erfassen und ermöglicht so eine präzise Messung komplexer Gussprodukte.
Die maximalen und minimalen Oberflächenunregelmäßigkeiten können in einer leicht verständlichen Farbdarstellung angezeigt werden, wodurch sich defekte Bereiche identifizieren lassen. Zusätzlich unterstützen Querschnitte innerhalb des 3D-Vergleichs das Verständnis über die gemessenen Gussteile.
Darüber hinaus können Messdaten mehrerer Messobjekte miteinander verglichen werden, als auch können die gewünschten Messungen auf mehrere Messobjekte automatisch angewendet werden.
Dank dieser Funktionen können Kosten und Zeitaufwand optimiert werden.
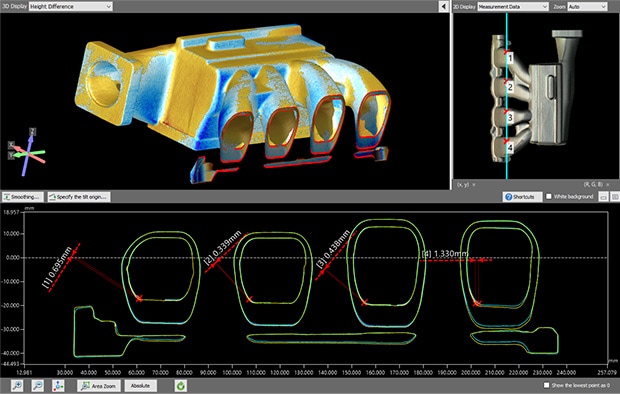
3D-Messung von Oberflächenabstand, Dicke und Querschnittsfläche
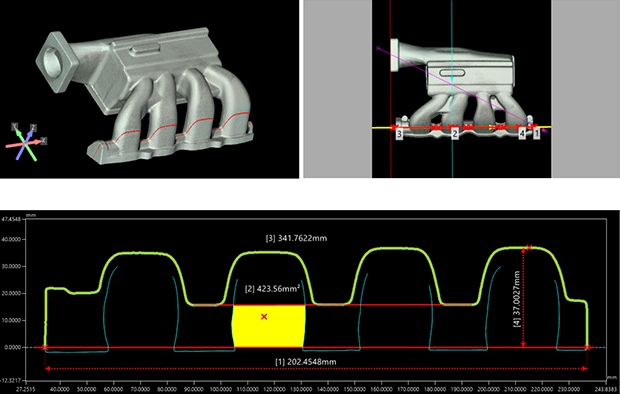
3D-Messung von Oberflächenabstand, Dicke und Querschnittsfläche
Vorteil 2: Einfache Bedienung und anwenderunabhängige Ergebnisse
Die 3D-Formmessung kann leicht durchgeführt werden, indem das Bauteil einfach platziert und die Messung per Klick gestartet wird. Da eine automatische Positionsanpassung auf Basis von Merkmalen möglich ist, ist kein striktes Nivellieren oder Positionieren erforderlich. Die Modellreihe VL bietet die Smart-Stage-Funktion, die den Messbereich automatisch entsprechend der Größe des Messobjekts konfiguriert. Dadurch entfallen herkömmliche Arbeiten wie das Einstellen des Messbereichs in XY und Z.
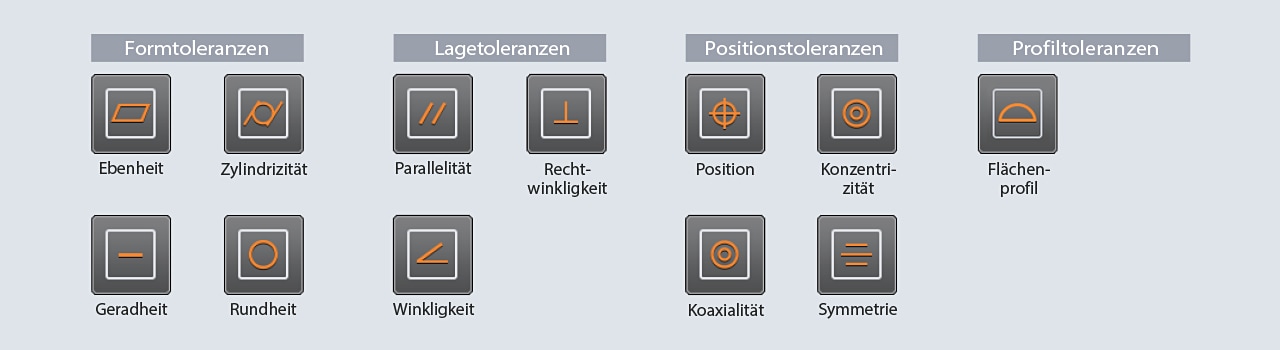
Insgesamt stehen verschiedenste GD&T-Messwerkzeuge zur Verfügung, um Formtoleranzen, Lagetoleranzen und Positionstoleranzen anhand der erfassten 3D-Daten zu messen. Während die Ebenheitsmessung gewöhnlich viel Zeit erfordert, da viele einzelne Punkte gemessen werden müssen, kann die Modellreihe VL die Messung in einem Augenblick abschließen, indem sie die Oberfläche optisch erfasst.
Für die gesamte Form kann eine hochpräzise Analyse durchgeführt werden, wodurch eine schnelle und genaue Bestimmung von Defekten möglich ist.
Neben dem einfachen Setup ermöglicht die leichte Bedienung der Modellreihe VL auch Bedienern, die mit Messungen nicht vertraut sind, Formen präzise zu messen. Dadurch kann die Stichprobenzahl nicht nur für F&E sondern auch für Messung und Prüfung von Produkten in der Serienproduktion leicht erhöht werden.
Bewertung von Oberflächenverzug durch Messung großer Punktmengen
Vielfältige GD&T-Messwerkzeuge stehen zur Verfügung. (Linien und Profile einer Oberfläche können auch separat gemessen werden.)
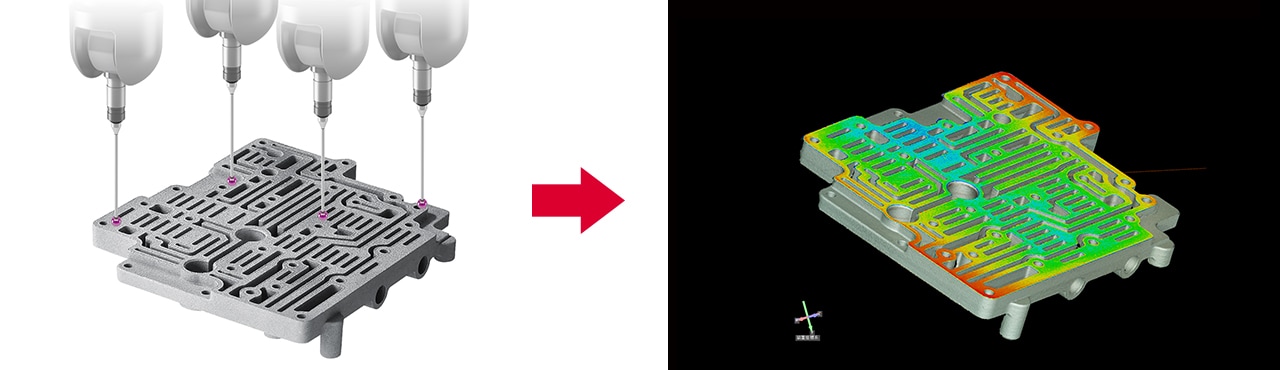
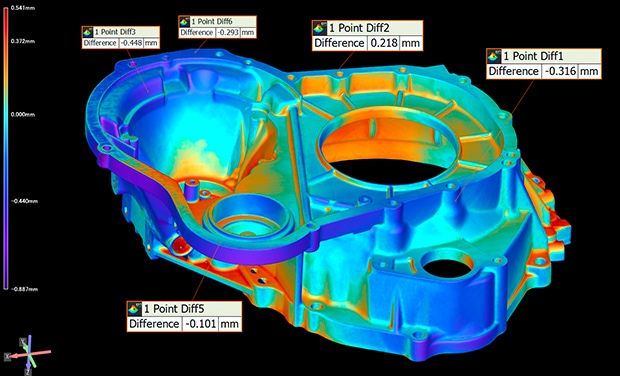
Vorteil 3: Abweichungen zu 3D-CAD-Daten können farblich visualisiert werden.
Es ist möglich, die 3D-CAD-Daten eines Produkts mit den erfassten Messdaten zu vergleichen, um Abweichungen zwischen dem tatsächlichen Produkt und der Konstruktion zu visualisieren. Bei Objekten, die mit konventionellen Mitteln schwer zu messen waren, lassen sich durch den Vergleich der Messergebnisse mit den 3D-CAD-Daten zuvor nicht erkannte Defekte identifizieren. Dadurch kann das Entwicklungs- und Konstruktionsteam unmittelbares Feedback geben. Dies reduziert die für Analysen erforderliche Zeit drastisch – etwa bei der Untersuchung von Gussdefekten, der Ursachenidentifikation und anderen damit verbundenen Aktivitäten.
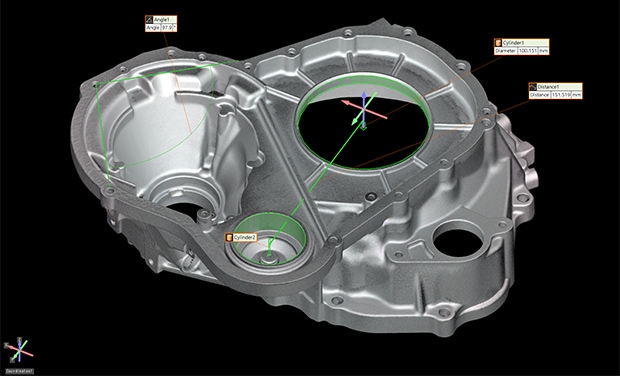
Da ein breites Spektrum an Dimensionsmessungen unterstützt wird, ermöglicht das präzise Messen der Abmessungen an kritischen Stellen eine detaillierte Problemanalyse.
Unterstützung eines breiten Spektrums an Dimensionsmessungen mit umfangreichen Werkzeugen
Abweichungen zu den 3D-CAD-Daten in einer Farbdarstellung angezeigt
Zusammenfassung: Höhere Effizienz bei der Messung von Gussprodukten
Die Modellreihe VL kann die 3D-Formen von Gussprodukten durch schnelle, einfache und kontaktlose 3D-Scans zuverlässig messen und bietet folgende Vorteile:
- Da die gesamte Oberfläche gemessen wird, ist es möglich, alle Defektstellen am Messobjekt zu identifizieren und Profilmessungen an jedem gewünschten Bereich durchzuführen.
- Berührungslose Formmessung ist selbst bei Messobjekten mit komplexen Formen möglich.
- Keine Positionierung erforderlich. Die Messung kann einfach durchgeführt werden, indem das Messobjekt platziert und die Messung per Klick gestartet wird.
- Die 3D-Formen können in einer Farbdarstellung angezeigt werden. Durch das Teilen visuell leicht verständlicher Daten lassen sich Gegenmaßnahmen gegen Gussdefekte reibungslos umsetzen.
- Mehrere Messdatensätze können einfach und quantitativ verglichen und analysiert werden.
- OK/N.i.O-Produktbeurteilungen sind möglich. Daten können für eine schnelle Analyse von N.i.O.-Produkten geteilt werden.
Die Modellreihe VL liefert erhebliche Verbesserungen der Effizienz bei Messung, Defektanalyse und Umsetzung von Gegenmaßnahmen.