Bildverarbeitungssysteme
So wählen Sie die richtige industrielle Bildverarbeitungskamera für Ihre Anwendung aus
Wichtige Punkte im Überblick
- Auflösung bestimmt das kleinste erkennbare Merkmal; 3×3 Pixel für zuverlässige Erkennung.
- Hohe Bildrate vermeidet Bewegungsunschärfe und erhöht Prüfgeschwindigkeit in schnellen Linien.
- Die richtige Beleuchtung und die Größe des Sichtfeldes sind entscheidend für die Kanten- und Oberflächenprüfungsergebnisse.
- Kameratypen: Matrix für 2D, Zeile für Hochgeschwindigkeit, 3D-Vision für Höhenmessungen.
- Auswahlprozess: Anforderungen definieren, Tests am Bauteil, Installationsbedingungen prüfen, Vor-Ort-Test.

Die gewählte Kamera bildet die Grundlage Ihres Bildverarbeitungssystems. Die Auswahl der richtigen Kamera ist dabei mehr als nur eine technische Entscheidung: Sie bestimmt, welche Daten erfasst werden können und wie stabil die Ergebnisse über die Zeit sind. In Hochgeschwindigkeits-Produktionslinien und bei engen Toleranzen muss die Kamera mehr liefern als nur ein Bild – sie muss Zuverlässigkeit und Vertrauen in die Messergebnisse gewährleisten.
Wichtige Faktoren bei der Auswahl einer industriellen Kamera
Auflösung
Die Auflösung bestimmt das kleinste Merkmal, das ein industrielles Bildverarbeitungssystem erkennen kann. Für zuverlässige Gut-/Schlecht-Bewertungen sollte dieses Merkmal mindestens durch ein 3×3-Pixel-Raster abgebildet werden.
Bildrate (Frame Rate)
Schnelle Produktionslinien erfordern Kameras mit hoher Bildrate, um scharfe Bilder ohne Bewegungsunschärfe zu erfassen und ausreichend Zeit für eine präzise Bildverarbeitung zu gewährleisten.
Beleuchtung
Eine geeignete Beleuchtung ist entscheidend, um Kanten und Oberflächenfehler zuverlässig zu erfassen. Die optimale Beleuchtung hängt vom Material, der Form des Objekts und den Inspektionsanforderungen ab.
Sichtfeld (Field of View, FOV)
Das Sichtfeld definiert den Bereich, den die Kamera erfassen kann. Es wird beeinflusst von der Sensorgröße, der Brennweite des Objektivs und dem Arbeitsabstand.
Arten industrieller Bildverarbeitungskameras und ihre Anwendungen
Matrixkameras
Diese Kameras sind flexibel und einfach einzurichten und erfassen 2D-Bilder in einer einzigen Aufnahme. Sie verwenden einen rechteckigen Bildsensor und eignen sich für Aufgaben wie Anwesenheitsprüfungen von Bauteilen, Maßkontrollen oder das Lesen von Etiketten.
Zeilenkameras
Zeilenkameras erfassen jeweils eine Pixelreihe und setzen das Bild zusammen, während das Objekt am Sensor vorbeigeführt wird. Hochgeschwindigkeits-Zeilenkameras können feine Oberflächendetails über lange Materialabschnitte erfassen, ohne dass dabei Genauigkeit verloren geht.

3D-Kameras
Diese Kameras eignen sich besonders für Anwendungen, die Höhenmessungen oder geometrische Oberflächenprüfungen erfordern. Neben herkömmlichen 2D-Bildern liefern sie auch präzise Höheninformationen und nutzen dafür Technologien wie die Streifenlichtprojektion. 3D-Bildverarbeitungskameras wie die Modellreihe XT von KEYENCE sind so konzipiert, dass keine externe Beleuchtung erforderlich ist.
Kamerakonnektivität und Integration
Stromversorgung und Integration der Kamera
Industrielle Bildverarbeitungskameras arbeiten typischerweise mit 24 V Gleichstrom oder Power over Ethernet (PoE). PoE vereinfacht die Installation, da Strom und Daten über ein einziges Kabel übertragen werden. Das ist ideal für beengte Platzverhältnisse oder Mehrkamera-Systeme. Bei klassischen Setups sind 24 V in industriellen Umgebungen der Standard.
Die Art der Integration hängt von der jeweiligen Systemarchitektur ab. Kameras können entweder direkt per Feldbus-Protokoll an SPS-Systeme angeschlossen oder über Schnittstellen wie GigE Vision für eine PC-basierte Verarbeitung betrieben werden. Welche Lösung gewählt wird, richtet sich nach Faktoren wie Datenvolumen, Geschwindigkeit und Anzahl der eingesetzten Kameras.
Software-Kompatibilität
Viele industrielle Bildverarbeitungssysteme sind darauf ausgelegt, die Einrichtung zu vereinfachen und eine direkte Integration mit SPS- und Robotersteuerungen zu ermöglichen. Die Modellreihe VS von KEYENCE bietet eine intuitive Benutzeroberfläche, die sowohl regelbasierte als auch KI-basierte Bildverarbeitungs-Tools unterstützt. Eine zusätzliche Middleware ist nicht erforderlich und die Software-Kompatibilität bleibt über verschiedene Produktlinien hinweg gewährleistet.
Optimierung der Kamerawahl für branchenspezifische Anforderungen
Branchenspezifische Anforderungen bestimmen oft die Kamerawahl präziser als allgemeine Leistungskennzahlen:
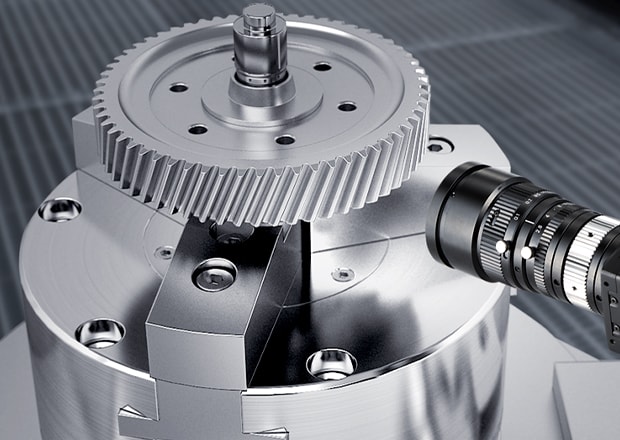
- Automobilindustrie: Kameras müssen bewegte Bauteile bei hoher Geschwindigkeit prüfen, die Montagegenauigkeit verifizieren und kleine Defekte an Metall- und Kunststoffkomponenten erfassen.
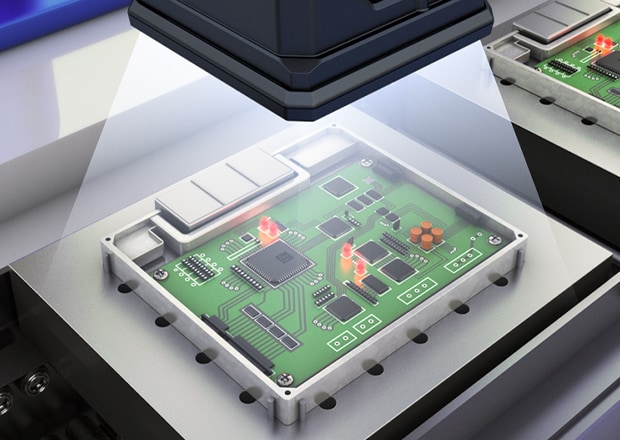
- Elektronik: Systeme müssen auch kleinste Bauteile und Strukturen erfassen, reflektierende Oberflächen prüfen und präzise Pin-Ausrichtungen oder Lötstellen kontrollieren.
- Medizinprodukte und Pharma: Industrielle Bildverarbeitungssysteme müssen die Korrektheit von Etiketten, die Lesbarkeit der Chargencodes sowie die Erkennung von Kontaminationen gewährleisten, häufig auf transparenten oder glänzenden Oberflächen.

Wichtige Punkte vor der Einführung industrieller Bildverarbeitung
Bildverarbeitungsanwendungen lassen sich grob in vier Kategorien einteilen: Mengen- bzw. Zählprüfungen, Fremdkörper- und Defektprüfungen, Maßprüfungen sowie Positionskontrollen. Jede Kategorie findet in unterschiedlichen Branchen Anwendung. In diesem Abschnitt werden verschiedene Hinweise zur Auswahl einer Kamera vorgestellt, die optimal zum jeweiligen Einsatzzweck passt.
Schritt-für-Schritt-Anleitung zur Auswahl und Implementierung einer Bildverarbeitungskamera
Schritt 1: Auswahl der für die Prüfung benötigten Geräte
Wählen Sie die richtigen Geräte aus, die den Anforderungen der Inspektion entsprechen:
- Kamera
- Controller
- Beleuchtung
- Objektiv
- Monitor
Schritt 2: Erfassen und Beurteilen
Führen Sie Tests am tatsächlichen Prüfteil mit dem industriellen Bildverarbeitungssystem durch:
- Referenzteile für OK- und NG-Produkte
- Prozesszeit
- Vielfalt der Prüfpunkte
Schritt 3: Auswahl des Installationsorts und -verfahrens
Überprüfen Sie die spezifischen Installationsbedingungen:
- Bewegt sich das Prüfobjekt oder ist es stationär?
- Umgebungsbedingungen, einschließlich Umgebungslicht und Vibrationen
Schritt 4: Steuerung für die Automatisierung
Überprüfen Sie die Steuerung des Bildverarbeitungssystems:
- Zeitpunkt der Bilderfassung
- Ausgabe des Prüfergebnisses
- SPS-Steuerung
- Datenausgabe
Schritt 5: Vor-Ort-Test
Testen Sie das Bildverarbeitungssystem direkt in der Produktionslinie:
- Feineinstellungen vornehmen
- Statistik erfassen
- E/A-Signale/SPS-Steuerung überprüfen
Schritt 6: Grundlegende Betriebskenntnisse
Basis-Einrichtungsverfahren zur Aufrechterhaltung stabiler Inspektionen:
- Festlegung von Toleranzen
- Anpassung der Empfindlichkeit
- Änderung der Prüfeinstellungen
- Artikelregistrierung
Kameraoptionen
Jede Kameraart ist sowohl in einer Farb- als auch in einer Monochrom-Version verfügbar. Bildverarbeitungsanwendungen lassen sich grob in vier Kategorien einteilen: Mengen-/Zählprüfungen, Fremdkörper-/Defektprüfungen, Maßprüfungen und Positionskontrollen. Jede Kategorie findet in verschiedenen Branchen Anwendung.
- Hochauflösende Kameras
- Hochgeschwindigkeitskameras
- Standardkameras
- Besonders kompakte Kameras
Auswahl der für die Inspektion erforderlichen Komponenten – Kameraauswahl
Schritt 1: Auswahl basierend auf Auflösung (hohe oder Standardauflösung)
Der Bildsensor (CCD oder CMOS) einer Bildverarbeitungskamera besteht aus einer Anordnung kleiner Pixel in einem Raster. Standard-Sensoren haben üblicherweise 310.000 Pixel (640 × 480), während hochauflösende Modelle zwischen 2 und 64 Megapixeln aufweisen können. Die Anforderungen der Anwendung bestimmen, welcher Kameratyp geeignet ist.
Als allgemeine Regel gilt: Wählen Sie eine Kamera basierend auf der Größe des Sichtfelds (Field of View) und der Pixelauflösung.
- Sichtfeldgröße: Der Bereich, der auf dem Prüfobjekt erfasst wird, der durch das verwendete Objektiv angepasst werden kann.
- Pixelauflösung: Gibt an, wie viele Millimeter ein Pixel entspricht. Sie wird mit folgender Gleichung berechnet:
Pixelauflösung = Größe des Sichtfelds in Y−Richtung (mm) / Pixelanzahl des Sensors in Y−Richtung
Beispiel: Für ein Sichtfeld von 30 mm in Y-Richtung werden folgende Sensortypen verwendet:
- 310.000-Pixel-Standardmodell (Y = 480 Pixel)
- 2-Megapixel-Hochauflösungsmodell (Y = 1200 Pixel)
Pixelauflösung einer 310.000-Pixel-Kamera = 30 mm/480 Pixe = 0,063 mm/Pixel
Pixelauflösung einer 2-Megapixel-Kamera = 30 mm/1200 Pixel = 0,025 mm/Pixel
Wenn die gewünschte Pixelauflösung für die Anwendung bekannt ist, kann mit derselben Gleichung die ungefähre Größe des Sichtfelds bestimmt werden, die die Kamera abbildet.
Typische Anwendungen der industriellen Bildverarbeitung:
- Oberflächenprüfung (Appearance Inspection)
- Maßprüfung (Dimension Inspection)
Bei Oberflächenprüfungen ist die Erkennungsfähigkeit entscheidend, während bei Maßhaltigkeitsprüfungen die Messgenaugkeit ausschlaggebend ist.
Allgemeine Referenzprinzipien:
- Erkennungsfähigkeit: Mindestfläche 4 Pixel
- Maßtoleranz: ±5 Pixel
Berechnung der Erkennungsfähigkeit für die Oberflächenprüfung:
Erkennungsfähigkeit 310.000-Pixel-Kamera = 0,063 mm/Pixel × 4 Pixel = 0,25 mm
Erkennungsfähigkeit 2-Megapixel-Kamera = 0,025 mm/Pixel × 4 Pixel = 0,1 mm

Referenz: Vergrößerte Ansicht eines 0,5 mm großen Fremdkörpers in einem Sichtfeld von 30 mm
Schlussfolgerung:
Wenn die Inspektion die Erkennung von Fremdkörpern mit einer Größe von 0,1 mm im Sichtfeld von 30 mm erfordert, ist eine Kamera mit einer Auflösung von mindestens 2 MP notwendig.
-
1310.000 Pixel
-
22 Megapixel
Sie können eine Kamera mit der optimalen Pixelanzahl auswählen, indem Sie die Pixelauflösung als Kriterium für die Gut-/Schlecht-Entscheidung heranziehen.
Schritt 2: Auswahl basierend auf Farb- oder Monochrom-Bildsensor
Bei der Kamerawahl stellt sich häufig die Frage, ob ein Farb- oder ein Monochrom-Sensor verwendet werden soll. Im Allgemeinen bieten Farbkameras Vorteile, wenn Unterschiede an den Messpunkten auf Basis des Farbtons (Hue) erkannt werden sollen.
Beispiel: Durch Farbverarbeitung kann ein gelber Fleck auf einem weißen Untergrund erkannt werden, während er für eine Monochromkamera nur schwer erkennbar wäre.
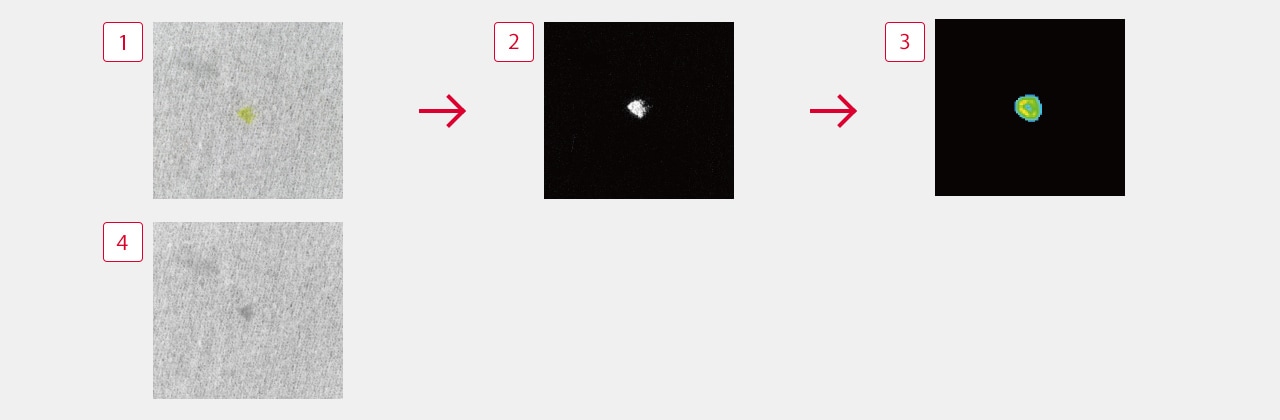
In Fällen wie diesem, wenn der Helligkeitsunterschied gering ist, ist der Kontrast zum Hintergrund so schwach, dass eine Monochromkamera wahrscheinlich keine korrekte Erkennung liefert.
-
1Aufnahme mit Farbkamera
-
2Farbverarbeitetes Bild – intern wird der Farbkontrast zwischen Gelb und Weiß in einen Helligkeitsunterschied umgewandelt
-
3Kontrastbild des Defekt-Tools – zeigt, dass eine stabile Erkennung bei tatsächlichen Prüfungen mithilfe der Farbverarbeitung möglich ist
-
4Vergleichsaufnahme mit Monochromkamera
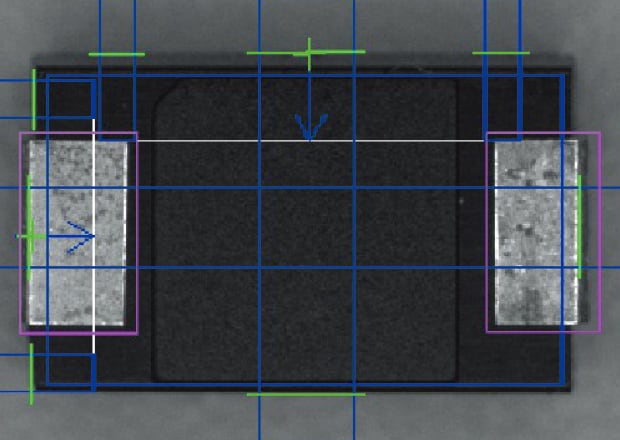
Maßprüfung von Metallteilen im Durchlicht
Monochromkameras haben jedoch auch einige Vorteile gegenüber Farbkameras. Bei Maßprüfungen im Durchlicht, wie links dargestellt, sind Monochromkameras ideal, da hier ein großer Kontrastunterschied vorliegt.
Darüber hinaus verwenden Farbkameras einen Bayer-Filter, bei dem jedes Pixel auf die benachbarten Pixel angewiesen ist, um vollständige Farbinformationen zu erhalten. Dadurch sind Farbkameras im Allgemeinen weniger genau als Monochromkameras für dimensionale Messungen, die auf Kanten basieren.
Achten Sie bei der Auswahl des Bildsensors darauf, ob die Prüfmerkmale einen Farbton- oder eine Helligkeitsvariation aufweisen!
Schritt 3: Auswahl basierend auf der Bildübertragungsgeschwindigkeit (High-Speed- oder Standardmodelle)
Kameras für die industrielle Bildverarbeitung können bei gleicher Pixelanzahl unterschiedliche Bildübertragungsgeschwindigkeiten aufweisen.
Beispiel: Bei einem 310.000-Pixel-Sensor
- Standardmodell: Übertragungszeit 16,0 ms
- High-Speed-Modell: Übertragungszeit 1,7 ms
Noch höhere Geschwindigkeiten sind durch die Teilbild-Erfassungsfunktion möglich.
Vorteile von High-Speed-Kameras:
- Besonders effektiv für schnelle Produktionslinien
- Auch bei normalen Geschwindigkeiten von Vorteil
Oberflächenprüfung von Chips (7× Geschwindigkeit + 310.000-Pixel-Monochromkamera)
Triggerintervall: 3 ms / Prüffähigkeit: 19.980 Teile pro Minute
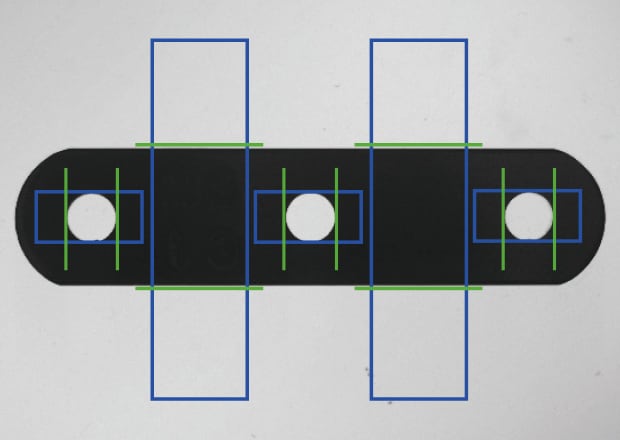
- Fleckeninspektion bei Spritzgussteilen
- Maßprüfung
- Positionskorrektur (XYθ)
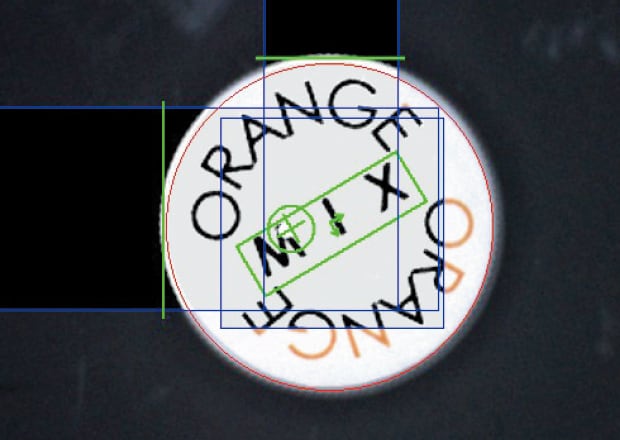
Oberflächenprüfung von Verschlüssen (7× Geschwindigkeit + 310.000-Pixel-Farbkamera)
Triggerintervall: 12 ms / Prüffähigkeit: 4.999 Teile pro Minute
- Druckqualitätsprüfung
- Positionskorrektur (XY)
- Winkelkorrektur (360°)
Vorteile der Auswahl einer High-Speed-Kamera
Neben kürzeren Prozesszeiten ermöglicht eine High-Speed-Kamera auch eine stabile Bildverarbeitung.
Schritt 4: Auswahl basierend auf der Kameragröße (Kompakt- oder Standardmodelle)
Kompaktkameras sind besonders kleine, verfügen aber über die gleichen Spezifikationen wie größere Kameramodelle. Verfügbar sind Standard- und hochauflösende (2 MP) Kompaktkameras, sowohl Farb- als auch Monochromversionen. Ihr Hauptvorteil ist die effiziente Nutzung des begrenzten Installationsraumes, insbesondere bei der Nachrüstung in bestehenden Anlagen, ohne dass Änderungen an der Maschine vorgenommen werden müssen.
Berechnung des benötigten Installationsraumes
Der gesamte Installationsraum einer Kamera setzt sich zusammen aus A: Arbeitsabstand (Entfernung zwischen Objektivvorderkante und Werkstück) B: Objektivgröße C: Kameragröße und D: Kabelbereich, einschließlich Biegungen.
Beispiel: Einsatz einer Standardkamera mit Objektiv, Brennweite 6 mm und Sichtfeld 30 mm
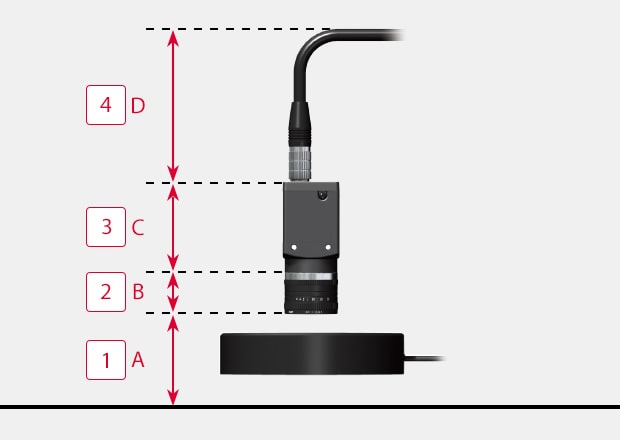
Für diese Installation wird ein Raum von 215 mm nach oben benötigt.
A + B + C + D = 215 mm
-
140 mm
-
240 mm
-
350 mm
-
485 mm
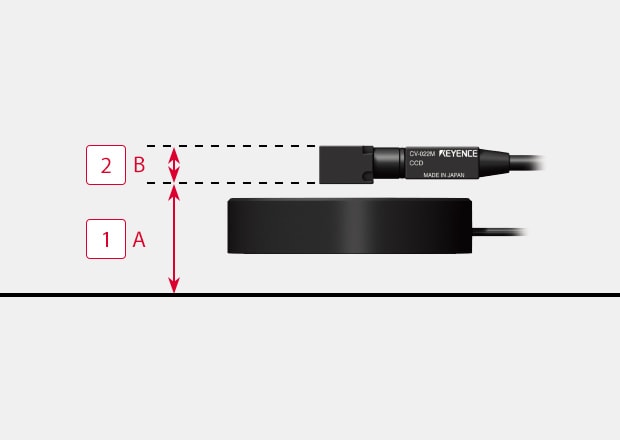
Eine erhebliche Platzersparnis kann erzielt werden, indem eine Kompaktkamera mit einem Seitenabstast-Aufsatz kombiniert wird, wenn die ursprünglichen 215 mm nicht verfügbar sind.
Der benötigte Installationsraum beträgt dann nur noch 45 mm für A + B:
-
130 mm
-
215 mm
Auswahl von Kompaktkameras basierend auf dem vorhandenen Installationsraum.
Damit keine unnötigen Änderungen an der Produktionsmaschine vorgenommen werden müssen, sollte eine Kompaktkamera entsprechend dem verfügbaren Installationsraum ausgewählt werden.
Auswahl der für die Inspektion benötigten Geräte: Kamera (Zusammenfassung)
Der Kameratyp ist ein zentrales Element der Bildverarbeitung und entscheidend für eine stabile Inspektion. Die folgende Übersicht fasst die verfügbaren Kameratypen zusammen:
- [Schritt 1] Auswahl nach Auflösung: Wie viele Pixel werden benötigt, um die geforderte Genauigkeit zu erfüllen?
- [Schritt 2] Auswahl nach Übertragungsgeschwindigkeit: High-Speed-Typ wählen, wenn hohe Geschwindigkeit oder stabilere Verarbeitung erforderlich ist.
- [Schritt 3] Auswahl nach Kameragröße: Kompakt-Typ wählen, wenn der Installationsraum begrenzt ist.
- [Schritt 4] Auswahl nach Bildsensor-Typ (Farbe/Monochrom): Farbkameras wählen, wenn Farbtonunterschiede erkannt werden sollen.
| [1] | 21 Millionen Pixel | 5 Millionen Pixel | |||
|---|---|---|---|---|---|
| 5104 × 4092 | 2432 × 2040 | 2432 × 2050 | |||
| [2] | 109.9 ms | 27.6 ms*1 50.3 ms*2 |
29.0 ms*1 52.4 ms*2 |
61.2 ms | |
| [3] | Standard | Standard | Standard | ||
| [4] | Monochrom | CA-H2100M | CA-HX500M | - | CV-H500M |
| Farbe | CA-H2100C | - | CA-HX500C | CV-H500C | |
| [1] | 2 Millionen Pixel | |||||
|---|---|---|---|---|---|---|
| 1600 × 1200 | ||||||
| [2] | 11.6 ms*1 20.1 ms*2 |
11.6 ms*1 20.2 ms*2 |
29.2 ms | 58.5 ms | ||
| [3] | Standard | Standard | Standard | Standard/Kompakt * | ||
| [4] | Monochrom | CA-HX200M | - | CV-H200M | CV-200M | CV-S200M |
| Farbe | - | CA-HX200C | CV-H200C | CV-200C | CV-S200C | |
| [1] | 310.000 Pixel bis 470.000 Pixel | |||||||
|---|---|---|---|---|---|---|---|---|
| 784 × 596 | 512 × 480 | 784 × 596 | 512 × 480 | 640 × 480 | ||||
| [2] | 2.9 ms*1 5.2 ms*2 |
1.7 ms*1 2.8 ms*2 |
2.9 ms*1 5.3 ms*2 |
1.7 ms*1 2.9 ms*2 |
4.7 ms | 16.0 ms | ||
| [3] | Standard | Standard | Standard | Standard | Standard/Kompakt * | |||
| [4] | Monochrom | CA-HX048M | - | CV-H035M | CV-035M | CV-S035M | ||
| Farbe | - | CA-HX048C | CV-H035C | CV-035C | CV-S035C | |||
* 1 Bei Verwendung der Modellreihe CV-X400 und CV-X200 + CA-EC80HX / EC80L
* 2 Bei Verwendung der Modellreihe CV-X100 oder CV-X200 + CA-EC80
KEYENCE Kameraoptionen
KEYENCE bietet eine umfassende Palette an industriellen Bildverarbeitungssystemen, die jeweils für spezifische Inspektionsanforderungen entwickelt wurden:
- Modellreihe VS: Intelligente Kameraplattform mit integrierter KI und optischem Zoom für schnelle Inbetriebnahme in dynamischen Inspektionsumgebungen.
- Modellreihe CV-X: Hochauflösendes System (bis zu 64 MP) mit intuitiver Einrichtung und Unterstützung für regelbasierte Inspektionen.
- Modellreihe XG-X: Modulare Plattform für individuelle Programmierung und Multi-Kamera-Anwendungen, einschließlich Unterstützung für 2D-, 3D-, und Zeilenkameras.
Kontaktieren Sie KEYENCE, wenn Sie Expertenhilfe bei der Kameraauswahl benötigen.
KEYENCE bietet direkten technischen Support, Vor-Ort-Tests und anwendungsspezifische Beratung.
Nehmen Sie Kontakt mit einem Produktexperten auf, um ein System zu konfigurieren, das auf Ihre Inspektionsziele und Produktionsanforderungen zugeschnitten ist.
FAQs zu industriellen Bildverarbeitungskameras
Was ist eine industrielle Bildverarbeitungskamera?
Eine industrielle Bildverarbeitungskamera ist darauf ausgelegt, Bilder ähnlich wie ein Mensch „zu sehen“ und zu interpretieren. Im Unterschied zu normalen Kameras sind Bildverarbeitungskameras robuster, widerstandsfähiger gegenüber rauen Umgebungsbedingungen und für den Dauerbetrieb ausgelegt.
Darüber hinaus können industrielle Kameras eine höhere Anzahl von Bildern pro Sekunde erfassen und diese Daten direkt an das Bildverarbeitungssystem zur weiteren Verarbeitung übermitteln. Zu diesen Kameratypen zählen zwei Scan-Technologien: Zeilenkameras (1D) und Matrixkameras (2D). Der Unterschied liegt in der Art der Bilderfassung, wodurch sie für unterschiedliche Anwendungen geeignet sind.
Beispielsweise sind KEYENCE-Bildverarbeitungssysteme wie die Modellreihe CV-X mit hochauflösenden Matrixkameras ausgestattet. Diese können detaillierte Bilder mit hoher Geschwindigkeit erfassen. Sie sind speziell für den industriellen Einsatz entwickelt und bewältigen problemlos die Anforderungen von Produktionsstätten, um Qualität und Effizienz zu gewährleisten.
Worin unterscheidet sich eine industrielle Bildverarbeitungskamera von einer Standardkamera?
Industrielle Bildverarbeitungskameras unterscheiden sich erheblich von typischen Netzwerk- oder Überwachungskameras. Letztere werden vor allem in Wohn- und Geschäftsbereichen zur Sicherheit und Überwachung eingesetzt. Oft werden dabei komprimierte Bilder erfasst, wodurch weniger Daten zur Verarbeitung und Speicherung zur Verfügung stehen, was wiederum die Bildqualität beeinträchtigen kann.
Industrielle Bildverarbeitungskameras arbeiten nach einem grundlegend anderen Prinzip. Sie nutzen häufig Laser-Scanner, 3D-Bilderfassung oder multispektrale Technologien, um Bilder zu erfassen. Dies können sie bei extrem hohen Bildraten tun.
Die anpassbaren industriellen Bildverarbeitungssysteme von KEYENCE, wie die Modellreihe XG-X, bieten dabei Flexibilität und volle Kontrolle bei der Bilderfassung, -analyse und -verarbeitung.
Welche Faktoren sollten bei der Auswahl einer industriellen Bildverarbeitungskamera berücksichtigt werden?
Die Auswahl hängt von der jeweiligen Anwendung ab. Wenn das System Bauteilmaße und Ausrichtung misst, sollten alle Faktoren berücksichtigt werden.
Zu den allgemeinen Faktoren zählen Auflösung, Sensortyp, Bildübertragungsgeschwindigkeit und Kameragröße. Weitere Faktoren hängen von der spezifischen Anwendung ab: So erfordern beispielsweise Bildverarbeitungskameras für die Qualitätskontrolle in der Elektronik eine höhere Präzision als Kameras für einfache Anwesenheitsprüfungen.
KEYENCE bietet eine Vielzahl von Kameras mit verschiedenen Auflösungen, Sensortypen und Übertragungsgeschwindigkeiten an. Von der Modellreihe VS bis zur Modellreihe RB sind die Systeme auf hohe Geschwindigkeit, hohe Auflösung und industrielle Anwendungen ausgelegt. Sie sind kompakt und lassen sich leicht in bestehende Produktionslinien integrieren.
Wie bestimme ich die geeignete Auflösung für eine industrielle Bildverarbeitungskamera?
Die Anwendung bestimmt die benötigte Auflösung. Grundsätzlich wird eine Kamera basierend auf dem Sichtfeld (Field of View, FOV) und der Pixelauflösung ausgewählt. Das FOV definiert die Fläche, die zur Inspektion erfasst werden soll und kann über unterschiedliche Objektive angepasst werden.
Die Pixelauflösung beschreibt das Verhältnis zwischen Bildschirmgröße und Pixelanzahl pro Achse. Präzise Messungen erfordern eine höhere Pixelauflösung als Anwesenheitsprüfungen. Dieser Wert wird üblicherweise für jede Anwendung berechnet.
Wie kann eine industrielle Bildverarbeitungskamera für mehrere Anwendungen eingesetzt werden?
Dank ihrer hohen Anpassungsfähigkeit und Kompatibilität mit Software- und Hardwaresystemen bieten industrielle Kameras vielfältige Einsatzmöglichkeiten.
Beispielsweise kann dieselbe Kamera, die Oberflächen von Bauteilen prüft oder fehlende Komponenten erkennt, auch für die Roboterführung in der Automobilindustrie genutzt werden.
Ein gutes Beispiel ist die Modellreihe VS mit der branchenweit ersten Zoom-Funktion „ZoomTrax“, die eine große Bandbreite an Inspektionen abdeckt und dank einfacher Einrichtung schnell einsatzbereit ist.
Worin liegt der Unterschied zwischen Matrix- und Zeilenkameras?
Matrixkameras: Erfassen das gesamte 2D-Bild in einem Einzelbild; ideal für stationäre oder diskrete Inspektionen.
Zeilenkameras: Erfassen das Bild Zeile für Zeile, während das Objekt vorbeigeführt wird; ideal für kontinuierliche oder Hochgeschwindigkeitsanwendungen.
Wie bestimme ich die geeignete Auflösung für eine industrielle Bildverarbeitungskamera?
Teilen Sie die Feldgröße durch das kleinste zu erfassende Merkmal. Beispiel: Ein 0,01 mm Fehler über 30 mm erfordert mindestens 3.000 Pixel entlang dieser Achse.
Wie erkenne ich, ob meine bestehende Kamerakonfiguration ausreichend ist?
Achten Sie auf Falscherkennungen, übersehene Defekte oder langsame Performance. Dies kann auf eine unzureichende Auflösung, Beleuchtung oder Bildrate hinweisen.
Wie oft sollte eine industrielle Bildverarbeitungskamera kalibriert werden?
Es wird empfohlen, die Kalibrierung bei Inbetriebnahme, nach Hardwareänderungen und im Rahmen der regelmäßigen Wartung durchzuführen.