3D Scanner
Wandstärkenmessung von Ziehteilen
Wichtige Punkte im Überblick
- Tiefziehprodukte erfordern präzise Dickenprüfungen wegen Rissen, Falten und Wanddickenvariationen.
- Konventionelle Methoden (CMM, Messschieber) liefern nur Punktdaten und verursachen Messabweichungen.
- Die Modellreihe VL erfasst berührungslos die gesamte 3D-Form in hoher Geschwindigkeit für zuverlässige Dickenmessung.
- Automatische Mindestdickenbestimmung und Farbdarstellung ermöglichen sofortige OK/NG-Entscheidungen und Trendanalyse.
Tiefziehen
Das Tiefziehen ist ein Verfahren des Pressformens, das zur Herstellung von Produkten wie Metallbechern, Behältern und Spülen verwendet wird. Es gilt als das schwierigste Pressformverfahren, da während des Ziehvorgangs durch Spannungen, Reibung und andere Faktoren leicht Defekte wie ungleichmäßige Wandstärken oder Risse entstehen können. Aus diesem Grund ist es unerlässlich, die Dicke des Werkstücks zu messen und nach dem Tiefziehen auf Defekte wie Risse und Falten zu prüfen.
In diesem Abschnitt werden die typischen Tiefziehverfahren und die bei gezogenen Produkten auftretenden Defekttypen erläutert. Zudem werden Probleme bei herkömmlichen Messmethoden vorgestellt und eine Lösung für diese Probleme präsentiert.
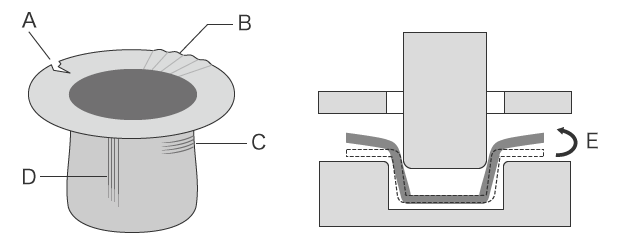
Zeichnung
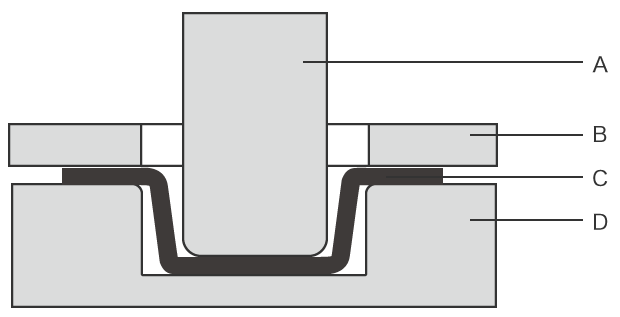
A: Stempel
B: Spannring
C: Blechzuschnitt
D: Matrize
Tiefziehen
Tiefziehen ist ein Verfahren des Pressformens, bei dem ein Blechzuschnitt zu einem nahtlosen Behälter mit Boden geformt wird.
Beim Tiefziehen wird ein Blechzuschnitt in die Form eines Bechers oder Containers gebracht, indem ein als Stempel bezeichnetes Werkzeug in den zwischen Matrize und Spannring gehaltenen Zuschnitt gepresst wird. Überschreitet die Pressentiefe den Stempelradius, spricht man von Tiefziehen im engeren Sinne. Kann ein Blechzuschnitt aufgrund seines Materials, seiner Dicke oder anderer Faktoren nicht mit einem einzigen Pressvorgang geformt werden, kann er schrittweise in mehreren Pressvorgängen geformt werden.
Ein Vorteil des Tiefziehens besteht darin, dass komplex geformte Produkte mit weniger Arbeitsschritten hergestellt werden können als beim Schneiden oder Schmieden, bei denen Prozesse wie das Abtrennen überschüssiger Teile oder das Hämmern erforderlich sind.
Druckanwendungsmethoden von Ziehmaschinen
Ziehmaschinen lassen sich grob in zwei Typen einteilen: mechanische Pressen und hydraulische Pressen. Mechanische Pressen übertragen die Rotationskraft eines Motors auf den Stempel, um Druck auszuüben. Hydraulische Pressen nutzen hydraulischen Druck, um den Stempel zu bewegen und so den Druck anzuwenden.
Mechanische Pressen zeichnen sich durch hohe Umformgeschwindigkeiten und gute Wartungsfreundlichkeit aus. Sie können jedoch den Stempel nur in einem begrenzten Bereich bewegen, und eine Druckanpassung ist nicht möglich, weshalb sie für Tiefziehen ungeeignet sind. Hydraulische Pressen hingegen ermöglichen die Anpassung des ausgeübten Drucks, verfügen über einen längeren Stempelhub und eine einfachere Einstellung der Umformgeschwindigkeit im Vergleich zu mechanischen Pressen. Zudem entstehen bei hydraulischen Pressen keine Überlastungen. Allerdings müssen sie regelmäßig gewartet werden, um den Hydraulikdruck anzupassen und ein Auslaufen der Hydraulikflüssigkeit zu verhindern.
Das Ziehen wird am häufigsten mit mechanischen Pressen durchgeführt, während hydraulische Pressen für Ziehaufgaben eingesetzt werden, die mit mechanischen Pressen nicht möglich sind. In den letzten Jahren wurden Pressen entwickelt, die hochpräzise Druckanpassungen ermöglichen und mit Servomotoren ausgestattet sind, die die Stempelbewegung nicht einschränken.
Arten des Ziehens
Zu den Zieharten gehören das Ziehen zylindrischer Becher, das Ziehen quadratischer Becher, das Ziehen von unregelmäßigen Formen sowie eine Ziehart für komplexere Geometrien. In diesem Abschnitt werden drei typische Arten vorgestellt.
Zylindrisches Becherziehen
Beim zylindrischen Becherziehen wird ein Blechzuschnitt zu einer zylindrischen Form umgeformt. Dies ist die grundlegendste Ziehart und wird zur Herstellung von Produkten in Formen wie Bechern und Schüsseln eingesetzt.
Quadratisches Becherziehen
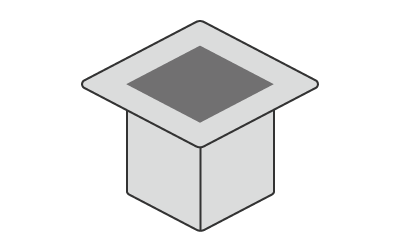
Beim quadratischen Becherziehen wird ein Blechzuschnitt zu einer quadratischen Rohrform umgeformt. Es wird verwendet, um Produkte in Formen wie quadratischen Behältern oder Gehäusen herzustellen. Die Ecken der gezogenen Produkte sind anfällig für Risse und Faltenbildung.
Ziehen unregelmäßiger Formen
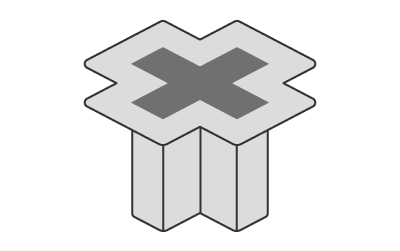
Das Ziehen unregelmäßiger Formen wird verwendet, um komplexe Geometrien zu erzeugen. Es kann eingesetzt werden, um Formen zu bilden, die weder zylindrisch noch quadratisch sind, wie beispielsweise Kraftstofftanks und Abdeckungen, sowie Rippen, die die Oberflächenfestigkeit erhöhen.
Ziehfehler
A: Rissbildung
B: Flanschfalten
C: Faltenbildung, Stoßlinie
D: Aufschmieren
E: Rückfederung
In diesem Abschnitt werden die Arten und Erscheinungsformen von Fehlern erläutert, die beim Pressen auftreten. Beim Pressen können viele unterschiedliche Fehler entstehen, dieser Abschnitt konzentriert sich jedoch auf die folgenden typischen Fehler.
Rissbildung
Der gezogene Blechzuschnitt verfestigt sich und wird spröde. In den spröden Bereichen entstehen Eigenspannungen sowie ein Ungleichgewicht zwischen Zug- und Druckkräften, was zur Rissbildung führt.
Wandbruch
Dies ist ein Rissfehler, der an den Wänden auftritt. Insbesondere Wandbereiche in den Ecken können reißen oder brechen, wenn beim Tiefziehen dünnes Blech verwendet wird.
Bodenabriss
An den abgerundeten Bereichen des Stempels kommt es zu einer Spannungskonzentration, die an Stellen mit kleiner Kontaktfläche zu Rissbildung in der Wandung im Bereich des Bodens führt.
Flanschriss
Diese Art von Rissbildung kann auftreten, wenn der Verformungswiderstand der Matrizenwange den Streckgrenzwert des Blechzuschnitts überschreitet.
Körperriss
Dieser Fehler kann beim konischen Ziehen oder Halbkugelförmigen Ziehen auftreten, wenn der Blechzuschnitt mit zu großer Kraft fixiert wird.
Nachzieh-Riss
Dies ist eine Rissbildung, die einige Tage nach dem Ziehen auftritt. Das Material verfestigt sich nach dem Ziehvorgang, und die spröden gewordenen Bereiche reißen aufgrund von Eigenspannungen. Dieser Fehler tritt häufig bei Edelstahl- und Messingprodukten auf und kann auch durch feine Risse im Blechzuschnitt verursacht werden.
Faltenbildung
Dieser Fehler wird durch die Zug- und Druckkräfte verursacht, die während des Ziehvorgangs auf den Blechzuschnitt wirken.
Kantenfalten, Wandfalten
Kantenfalten entstehen an Stellen, die durch abgerundete Ecken der Matrize geformt werden. Auch an den Wänden unterhalb dieser Bereiche können Falten auftreten. Diese Fehler entstehen, wenn der Ziehspalt zu groß ist.
Körperfalten
Beim konischen Ziehen oder Halbkugelförmigen Ziehen können Falten am Körper des Werkstücks entstehen. In einigen Fällen tritt dieser Fehler auf, wenn der Blechzuschnitt an den abgerundeten Ecken von Matrize und Stempel nicht ausreichend fixiert wird.
Flanschfalten
Diese Fehler treten am Flansch auf. Sie können entstehen, wenn der Blechzuschnitt nicht ausreichend fixiert ist.
Stoßlinie
Dies ist ein Fehler, der zu Beginn des Ziehvorgangs auftritt. Er entsteht durch die Zugkräfte, die auf den vom Niederhalter fixierten Blechzuschnitt wirken, wodurch die Wandstärke an den abgerundeten Ecken der Matrize reduziert wird.
Aufschmieren
Dabei handelt es sich um tiefgehende Kratzer, die auftreten, wenn der Metallbearbeitungsölfilm zwischen Matrize und Blechzuschnitt zerstört wird, sodass das Blech direkt mit der Matrize oder dem Stempel in Kontakt kommt. Das Aufschmieren verläuft in Bewegungsrichtung des Stempels und nimmt während des Ziehens zu.
Rückfederung
Rückfederung ist ein Phänomen, bei dem ein gezogenes Werkstück aufgrund von Eigenspannungen im umgeformten Bauteil leicht in seine ursprüngliche Form zurückkehrt. Rückfederung kann zu den folgenden Fehlern führen.
Winkeländerung
Der Winkel des Biegeteils verändert sich aufgrund von Unterschieden in der Spannung entlang der Blechdicke.
Wandverformung
Die Wand wird aufgrund von Spannungsunterschieden in Längsrichtung verzogen.
Verdrehung
Dies ist ein Fehler, bei dem das gesamte Bauteil verdreht wird, verursacht durch Spannungsunterschiede in Blechdicke und durch nach innen wirkende Spannungen auf der Oberfläche.
Verzug der Kante
Die Biegekante wird aufgrund von Spannungsunterschieden in der Blechdicke verzogen.
Herausforderungen bei der Wandstärkenmessung gezogener Produkte
Es ist von höchster Bedeutung, sicherzustellen, dass die Dicke und Form eines gezogenen Produkts den Vorgaben entsprechen (innerhalb der Toleranzen). Da die Dicke die Festigkeit des Produkts entscheidend beeinflusst, sind besonders hochpräzise und quantitative 3D-Formmessungen erforderlich, wenn die Dicke des gesamten Produkts sowie die Mindestdicke an eingedrückten Stellen gemessen werden soll.
Üblicherweise werden Koordinatenmessgeräte oder Messschieber für die Messung verwendet. Diese Methoden bringen jedoch eine Reihe von Problemen mit sich. Dazu gehören die Schwierigkeit, mit einem Koordinatenmessgerät genaue Messungen zu erzielen, sowie Messabweichungen, die beim Einsatz von Messschiebern vom jeweiligen Bediener abhängen.

Herausforderungen bei der Messung – Koordinatenmessgerät (CMM)
Bei der Wandstärkenmessung mit einem CMM wird das Messobjekt auf beiden Seiten von der Messspitze des Tasters berührt. Bei großen Messbereichen kann die Genauigkeit durch Erhöhung der Anzahl der Messpunkte zur Datenerfassung verbessert werden.
Die Verwendung eines Koordinatenmessgeräts zur Wandstärkenmessung gezogener Produkte bringt jedoch folgende Probleme mit sich:
Da nur Punktdaten erfasst werden, ist es unmöglich, die tatsächliche Mindestdicke zu verifizieren, selbst wenn Hunderte von Datenpunkten erfasst werden.
Der Vergleich mit CAD-Daten erfordert erheblichen Zeit- und Arbeitsaufwand, da die Positionen der Messpunkte mit dem CAD-Modell abgeglichen werden müssen.
Bei der Unterscheidung zwischen einwandfreien und fehlerhaften Werkstücken kann ein Koordinatenmessgerät nur auf Basis der Messergebnisse (Toleranzgrenzen) urteilen; eine Unterscheidung anhand der Form und der Identifikation von Abweichungen ist nicht möglich.
Herausforderungen bei der Messung – Handmesswerkzeuge
Handgeführte Werkzeuge wie Messschieber und Mikrometer sind für Messungen sehr praktisch. Dennoch gibt es zahlreiche Ursachen, die zu Messfehlern oder Schwankungen in den Messdaten führen können.
Bei Handmesswerkzeugen variieren die Messbedingungen, wie etwa die Auflagekraft (Messkraft) beim manuellen Messen jedes Punktes, sowie die Auswahl der Messpunkte, abhängig vom Bediener. Dies führt zu Messwertschwankungen und erschwert die quantitative Erfassung der Messungen. Bei großen Messbereichen ist aufgrund der Vielzahl der zu messenden Punkte ein hoher Zeitaufwand erforderlich. In manchen Fällen ist die Messung komplexer Formen und Freiformgeometrien gar nicht möglich.
Herausforderungen bei der Messung – Erfassung der Wandstärke
Bei der Betrachtung der Herausforderungen von Messinstrumenten zeigt sich ein gemeinsames Grundproblem: Sie erfassen lediglich Punkt- oder Liniendaten.
Um diese Herausforderungen zu lösen, hat KEYENCE das optische 3D-Koordinatenmessgerät der Modellreihe VL entwickelt, entwickelt. Die Modellreihe VL erfasst die 3D-Form der gesamten Zieloberfläche präzise, ohne dass das Messobjekt berührt werden muss. Ein 3D-Scan des Bauteils kann in nur einer Sekunde abgeschlossen werden, wodurch eine hochgenaue Messung der 3D-Form möglich ist. Dies ermöglicht die quantitative Messung einfach und ohne Schwankungen in den Messergebnissen. Nachfolgend werden einige spezifische Vorteile erläutert.
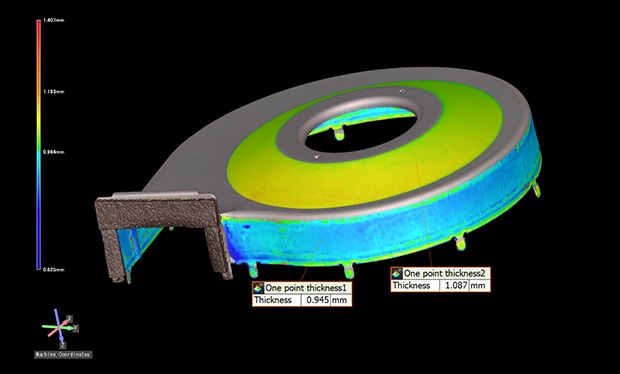
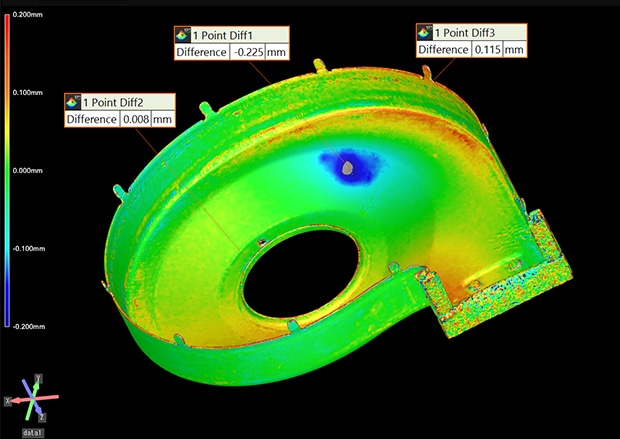
Vorteil 1: Einfache Wandstärkenmessung
Die Modellreihe VL kann die Wandstärke an festgelegten Punkten automatisch berechnen und die Unterschiede farblich darstellen. Wenn Schwellenwerte für eine Dreifarbdarstellung festgelegt werden, ist es möglich, während der Inspektion direkt über Pass/Fail zu entscheiden und die Formen von einwandfreien und fehlerhaften Produkten zu vergleichen. Durch die Verwendung einer Farbverlauf-Darstellung zum Vergleich der Messdaten mit den Konstruktionsdaten aus der Prototypenphase lassen sich Dicken-Trends analysieren, wodurch eine einfache Analyse von Dickenreduktion und -verteilung möglich wird.
Automatische Messung der Mindestdicke
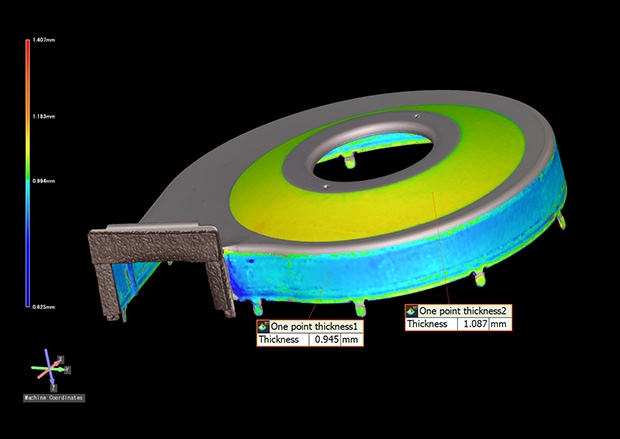
Formvergleich zwischen Gut- und Schlechtteil
Vorteil 2: Die gesamte 3D-Form wird erfasst
Bei der Messung eines Produkts mit komplexer Geometrie, das durch Ziehen unregelmäßiger Formen hergestellt wurde, erfordert die Verwendung eines CMM oder von Messschiebern viel Zeit, da zahlreiche Punkte gemessen werden müssen. Da nur einzelne Punkte erfasst werden, ist eine Messung der tatsächlichen 3D-Form des Objekts nicht möglich.
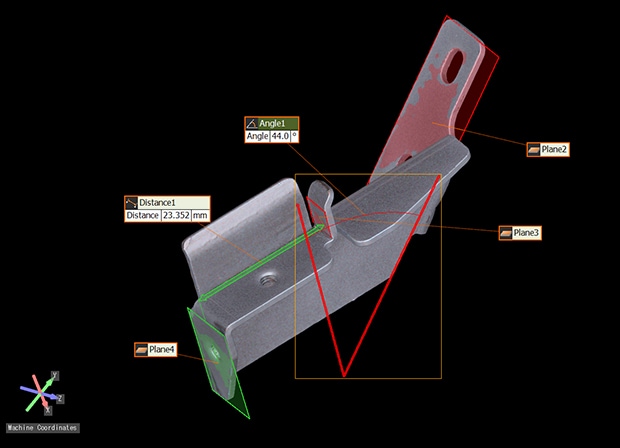
Mit der Modellreihe VL muss das Zielobjekt lediglich auf den Tisch gelegt und gescannt werden. Die 3D-Form des Objekts wird berührungslos erfasst, und eine Positionierung ist nicht erforderlich. Da Profilmessungen an beliebigen Stellen des Objekts möglich sind, können Formfehler sowohl visualisiert als auch ihre genaue Position und numerische Werte ermittelt werden.
Die Modellreihe VL kann auch Querschnitte messen, wenn die erfassten Daten mit 3D-CAD-Daten verglichen werden, ohne dass das Werkstück geschnitten werden muss. Dickenbedingungen in den erfassten 3D-Daten können farblich visualisiert werden. Dadurch wird die Dickenmessung einfach und berührungslos möglich. Fehler wie Rückfederung können frühzeitig erkannt werden, indem die Abweichung von Schnittprofilen überprüft wird. Dies ermöglicht die Umsetzung von Gegenmaßnahmen, wie z. B. die Anpassung des Drucks.
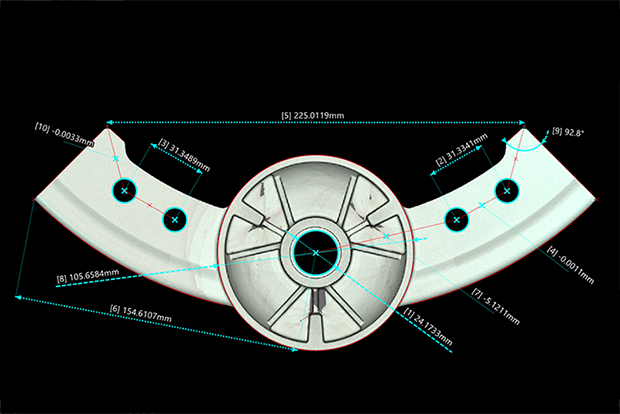
Querschnittsvergleichsmessung von Scharnierteilen
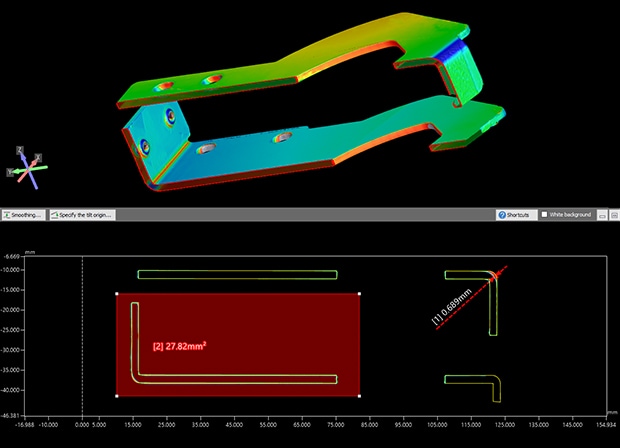
Biegewinkelmessung eines LCD-Rahmens
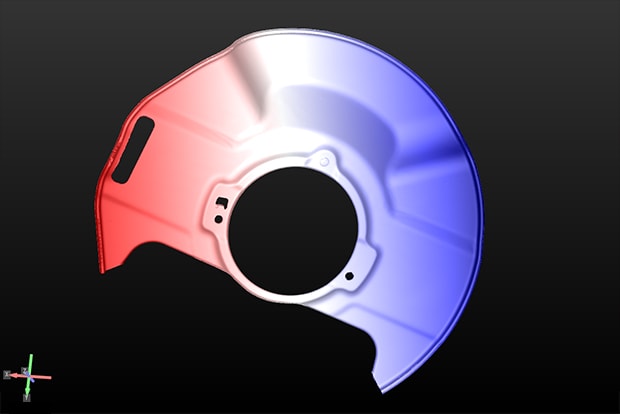
Vorteil 3: Unterschiede zu 3D-CAD-Daten können farblich visualisiert werden
Es ist möglich, die 3D-CAD-Daten eines Produkts mit den erfassten Messdaten zu vergleichen, um Unterschiede zwischen dem tatsächlichen Produkt und dem Design farblich darzustellen. Dies kann den Arbeitsaufwand für die Analyse der Produktform erheblich reduzieren.
Die Modellreihe VL kann nicht nur das Kantenprofil der Probe messen, sondern auch ihre 3D-Form in 2D projizieren, Höhen relativ zu einem Referenzpunkt erfassen und 2D-Messungen durchführen.
Erleben Sie, wie das optische 3D-Koordinatenmessgerät der Modellreihe VL die Qualitätskontrolle in verschiedenen Branchen revolutioniert und unvergleichliche Effizienz und Zuverlässigkeit in Ihren Messprozessen gewährleistet. Fordern Sie noch heute eine Vorführung an!
Vergleichsmessung mit 3D-CAD-Daten
XY-Maßmessung
Zusammenfassung: Effizientere Wandstärkenmessung gezogener Produkte
Die Modellreihe VL kann die 3D-Formen gezogener Produkte durch schnelle und berührungslose 3D-Scans präzise messen, was folgende Vorteile bietet:
- Keine Positionierung erforderlich: Die Messung erfolgt einfach per Klick durch Auflegen des Bauteils auf den Messtisch.
- Gesamte Oberflächenmessung: Alle Fehlerstellen am Objekt können erkannt und Profilmessungen an beliebigen Stellen durchgeführt werden.
- Vergleichsmessung mit 3D-CAD-Daten: Abweichungen zwischen Messdaten und Konstruktionsdaten lassen sich direkt überprüfen.
- Farbdarstellung der 3D-Form: Durch visuell verständliche Daten können Gegenmaßnahmen gegen Pressfehler effizient geplant und umgesetzt werden.
- Unterscheidung von OK/NG-Produkten und Datenfreigabe: Eine schnelle Analyse fehlerhafter Produkte ist möglich.
Auf diese Weise ermöglicht die Modellreihe VL eine deutliche Steigerung der Effizienz bei der Wandstärkenmessung und der Analyse von Ziehfehlern.