3D Scanner
Die Kunststoffspritztechnik ermöglicht die Herstellung großer Stückzahlen von Produkten zu geringeren Kosten und mit höherer Präzision im Vergleich zu Metall- oder Keramikprodukten. Sie eignet sich besser für kostengünstige Serienproduktion als Bearbeitungsverfahren wie Schneiden oder Pressen, weshalb Bauteile, die für Prototypen aus Aluminium gefertigt wurden, häufig für die Serienproduktion auf Kunststoff umgestellt werden.
Bei Spritz- oder Blasformverfahren können durch abweichende Viskosität, Temperatur oder Druck während des Formens leicht Fehler auftreten; zusätzlich führen Verschleiß und Beschädigungen der Form zu Formfehlern. Aufgrund der Eigenschaften des Kunststoffs ist außerdem eine Verformung durch Eigenspannungen oder thermische Spannungen möglich, selbst nach dem Formvorgang. Diese Fehler stellen gravierende Probleme für Montage- und Passungsteile dar, die besondere Präzision erfordern und führen direkt zu Produktfehlfunktionen oder Montage-/Passungsproblemen.
Im Folgenden werden die wichtigsten Kunststoffformverfahren und typische Fehler vorgestellt, ebenso wie Messmethoden für Prototypen während der Entwicklungs- und Konstruktionsphase sowie Messverfahren zur Vermeidung fehlerhafter Produkte in der Serienproduktion. Außerdem werden Probleme herkömmlicher Messmethoden und Lösungen zu deren Behebung erläutert.
Kunststoffformung
Die Kunststoffformung ist ein Verfahren zur Herstellung eines Produkts, bei dem Kunststoff erhitzt und geschmolzen wird, um ihn in eine Form zu spritzen. Nach dem Formen wird der Kunststoff abgekühlt, bis er die vorgegebene Form angenommen hat, bevor das Werkstück aus der Form entnommen wird. Die Formgebung erfolgt mittels eines Verfahrens, das für die jeweilige Anwendung und Form geeignet ist und die Eigenschaften der verschiedenen Kunststoffformmaterialien nutzt.
Eine Art von Formmaterial sind thermoplastische Harze, die durch Erhitzen plastisch werden. Sie werden in Form von Granulatpellets bereitgestellt. Eine weitere Art sind duroplastische Harze, die durch Erhitzen aushärten. Diese werden in Pulverform geliefert. Pellets und Pulver enthalten in manchen Fällen auch Zusatzstoffe zur Funktionsverbesserung oder Farbpigmente.
Für eine stabile Kunststoffformung ist es wichtig, die Formbedingungen wie Formtemperatur, Kunststoffmaterialmenge und Einspritzgeschwindigkeit zu kontrollieren. In jedem Prozessschritt muss zudem darauf geachtet werden, das Eindringen von Staub oder Schmutz zu verhindern und die Anhaftung von Fremdpartikeln durch statische Elektrizität zu vermeiden.
Arten der Kunststoffformung
Kunststoffformverfahren werden hauptsächlich in Spritzgießen, Blasformen, Extrusionsformen und Walzformen unterteilt. Unter diesen sind Spritzgießen und Blasformen die typischen Verfahren, die am weitesten verbreitet sind. In diesem Abschnitt werden diese beiden Verfahren erläutert.
Spritzgießen
Beim Spritzgießen wird erhitzter und geschmolzener Kunststoff durch Einspritzen in eine Form geformt. Da das Kunststoffmaterial unter hohem Druck eingespritzt wird, können dünnwandige Produkte und Produkte mit komplexen Geometrien schnell hergestellt werden. Dieses Verfahren eignet sich daher besonders für die Serienproduktion. Es wird hauptsächlich für die Verarbeitung thermoplastischer Harze eingesetzt, gelegentlich jedoch auch für die Formung duroplastischer Harze.
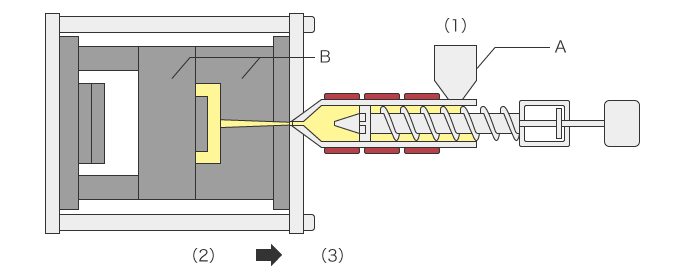
A: Trichter B: Form / Matrize
Grundprinzip der Kunststoffformung (Beispiel Spritzgießen)
Das Grundprinzip des Spritzgießens lässt sich wie folgt darstellen:
(1) Das Kunststoffmaterial wird aus einem Trichter zugeführt und erhitzt, sodass es plastisch wird.
(2) Anschließend wird das Material mithilfe geeigneter Werkzeuge in eine bestimmte Form gebracht.
(3) Danach kühlt das Material ab und härtet in der Form der Matrize aus.
Im nächsten Schritt wird das geformte Teil aus der Maschine entnommen und durchläuft verschiedene Prozesse und Inspektionen, bevor es zum fertigen Kunststoffprodukt wird. Relevante Waren, die durch Spritzgießen hergestellt werden, sind unter anderem:
- Smartphone-Hüllen
- Gehäuse von Elektrogeräten, Kunststoff-Modellbausätze
- Toilettensitze
- Stoßfänger und Armaturenbretter von Fahrzeugen
Spritzgießen kann als das am weitesten verbreitete Kunststoffformverfahren bezeichnet werden, da es für die Formgebung und Serienproduktion einer so großen Bandbreite an Kunststoffprodukten in allen Größen eingesetzt wird. Das Spritzgießen wird zudem weiter in verschiedene Verfahren unterteilt, abhängig vom hergestellten Produkt.
|
Einspritzformen
|
Bei diesem Formverfahren (auch Verbundformung genannt) wird ein Einleger, wie eine Metallschraube oder ein Anschluss, im Voraus in die Form eingelegt. Anschließend wird Kunststoff um den Einleger herum eingespritzt, sodass er gemeinsam mit dem Einleger geformt wird.
|
|---|---|
|
Mehrfarben- / Mehrmaterial-Spritzgießen
|
Bei diesen Verfahren werden Kunststoffe unterschiedlicher Farben oder Materialien kombiniert, um ein einzelnes Produkt zu formen.
|
|
Film-Einspritzformen und Film-in- Formguss
|
Film- Einspritzformen und Film-in- Formguss werden für Oberflächendekorationen wie Logos oder Schriftzüge auf Kunststoffteilen, Membranschaltern von Elektrogeräten und Innenausstattungen von Fahrzeugen (z. B. Schalthebelblenden und andere Kunststoffteile) eingesetzt. Sie werden auch als Dekorationsformung bezeichnet.
|
Blasformen (Hohlformung)
Beim Blasformen wird erhitzter und geschmolzener Kunststoff schlauchförmig extrudiert und in die Form eingelegt. Anschließend bläst man Luft hinein, um den Kunststoff aufzublasen und zu formen. Dieses Verfahren eignet sich zur Herstellung von Kunststoffteilen mit hohlem Innenraum und wird aufgrund des Herstellungsverfahrens auch als Hohlformung bezeichnet.
Wichtige Produkte, die durch Blasformen hergestellt werden, sind unter anderem:
- Kunststoff-Getränkeflaschen
- Behälter für Flüssigprodukte wie Kosmetika oder Flüssigwaschmittel
- Tuben
- Tubenanschlüsse
Wenn das Produkt mit Flüssigkeit befüllt werden soll, muss gegebenenfalls das Kunststoffmaterial entsprechend den Eigenschaften der Flüssigkeit ausgewählt werden. Beispielsweise wird ein Kunststoff mit Gasbarriereeigenschaft verwendet, um Oxidation durch Sauerstoffdurchlässigkeit zu verhindern. Bei chemischer Beständigkeit werden mehrere Kunststoffmaterialien, darunter solche, die gegenüber Chemikalien nicht degradieren, in Schichten geformt.
Je nach hergestelltem Produkt kommen verschiedene Blasformverfahren zum Einsatz. In diesem Abschnitt werden die gebräuchlichsten Blasformverfahren erläutert.
Extrusionsblasformen (Direktblasformen)
Die Grundstruktur und das Prinzip einer Extrusionsblasmaschine werden im Folgenden dargestellt.
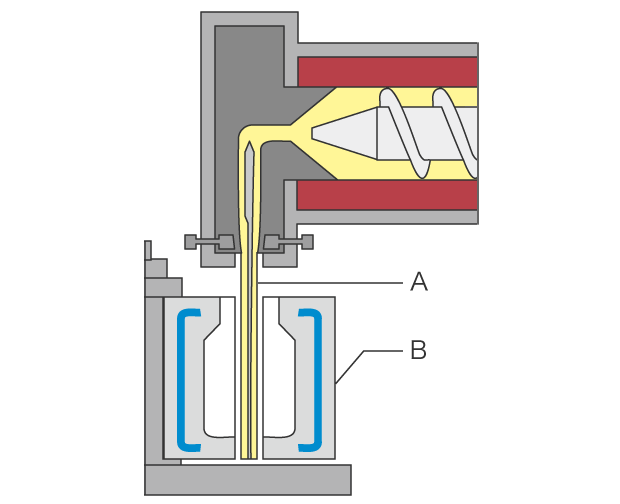
A: Parison (Heißparison)
B: Form / Matrize
Ablauf des Vorgangs
1. Der geschmolzene Kunststoff wird extrudiert.
2. Mit einer Matrize wird eine zylindrische Form erzeugt, die als Parison (Heißparison) bezeichnet wird.
3. Die Parison wird vor dem Abkühlen und Aushärten in die Form eingesetzt.
4. Durch Einblasen von Luft wird der Kunststoff in die gewünschte Form gebracht.
Spritzblasformen (Injection Blow Molding, Injektions-Streck- oder 2-Achsen-Streckblasformen)
Die Grundstruktur und das Prinzip einer Spritzblasmaschine werden im Folgenden dargestellt. Herkömmliche Produkte sind Kunststoff-Getränkeflaschen aus Polyethylenterephthalat (PET).
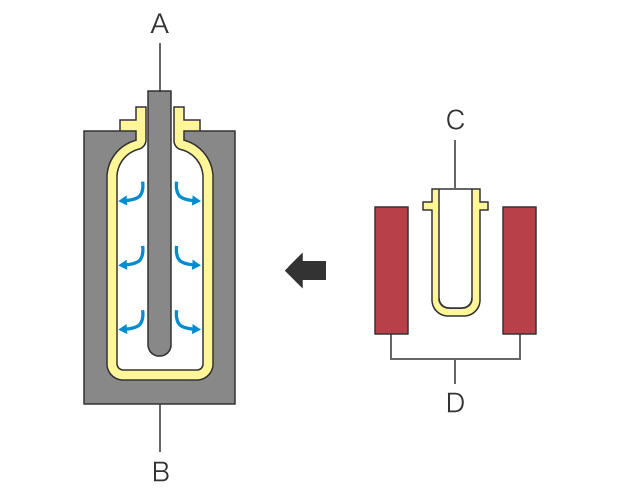
A: Streckstab
B: Form / Matrize
C: Vorform (Kaltparison)
D: Heizung
Ablauf des Vorgangs
1. Zuerst wird mittels Spritzgießen eine Vorform (Kaltparison) in Reagenzglasform aus thermoplastischem Harz hergestellt.
2. Die Vorform wird erhitzt und mithilfe eines Streckstabs in die Form eingesetzt.
3. Durch Einblasen von Hochdruckluft in die Vorform wird die gewünschte Endform erzeugt.
Mehrschichtiges Blasformen
Um die Oxidation und eine Verschlechterung des Inhalts zu verhindern und um die Festigkeit zu erhöhen, wird das Material für die Parison durch Koextrusion von Ethylen-Vinylalkohol-Copolymer (EVOH) oder einem anderen Material mit hoher Gasbarriereeigenschaft hergestellt. Dieses Formverfahren eignet sich daher für Produkte wie Kunststoffbehälter für Speiseöl oder Gewürze sowie Benzintanks.
Das Grundprinzip des mehrschichtigen Blasformens wird im Folgenden dargestellt.
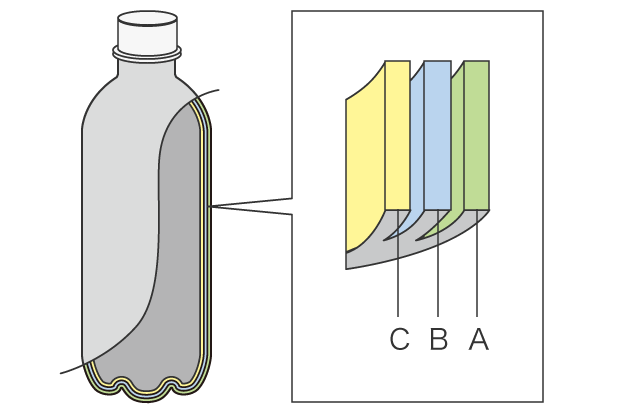
A: Polyethylen (PE)
B: Haftvermittlerschicht
C: Ethylen-Vinylalkohol-(EVOH)-Copolymer
Ablauf des Vorgangs
1. Zwei oder mehr Arten von Kunststoffmaterial werden koextrudiert, um eine mehrschichtige Vorform (Kaltparison) zu erzeugen.
2. Die Vorform (Kaltparison) wird erhitzt.
3. Durch Einblasen von Luft wird der Blasformprozess durchgeführt.
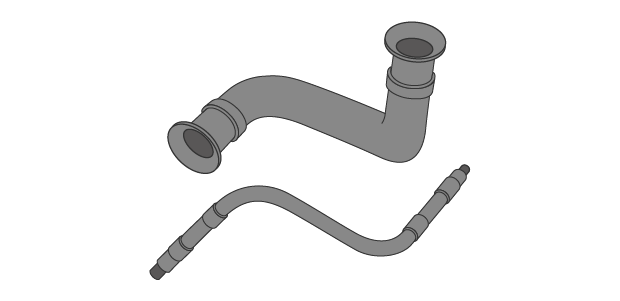
Dreidimensionales Blasformen
Es werden dreidimensionale Formen erzeugt, die ein Absacken des Materials und Gratbildung verhindern können.
Mit diesem Formverfahren lassen sich hochwertige Klimaanlagenschläuche, Rohre und andere Produkte mit komplexen Geometrien wie Krümmungen oder Faltenbälgen herstellen.
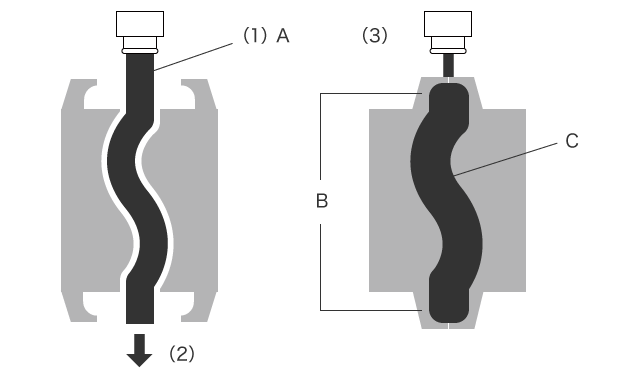
A: Kunststoffaustritt
B: Schließen von Ober- und Unterseite
C: Lufteinblasung
Ablauf des Vorgangs
1. Der Extruder-Akkumulator wird mit Kunststoffmaterial gefüllt und es wird eine Parison geformt.
2. Auf der gegenüberliegenden Seite wird Luft abgesaugt. Die Parison tritt in die Form ein und folgt deren Innenkontur, bis sie den Formboden erreicht.
3. Anschließend wird Luft eingeblasen, um den Blasformprozess durchzuführen.
Ursachen für Montage- und Passungsfehler bei Kunststoffspritzteilen
Die Herstellung von Produkten aus Kunststoff ist einfacher als bei Metallwaren. Die Materialvariation ermöglicht die Anpassung von Härte und Gewicht sowie die Gestaltung in vielfältigen Farben und Formen. Andererseits können Verzug, Welligkeit, Eigenspannungen, Kurzschuss und andere Probleme auftreten, die durch Ursachen wie geringe Unterschiede in Materialtemperatur oder -menge oder minimalen Verzerrungen der Form verursacht werden. Diese Probleme können zu Montage - oder Passungsfehlern führen.
Ein Passungsfehler bedeutet, dass die Abmessungen des Kunststoffteils nicht korrekt sind und es daher nicht montiert werden kann, oder dass beim Zusammenfügen der Kunststoffteile ein Spalt entsteht. Werden Komponenten mit Passungsfehlern gewaltsam montiert, können sie beschädigt werden. Bei Bauteilen, die Dichtheit erfordern, führt dies außerdem zum Austritt des Inhalts.
Verzug und Welligkeit
Verzug und Welligkeit bei Kunststoffspritzteilen bedeuten, dass das Werkstück wie ein Bogen gekrümmt ist. Diese Probleme werden auch als „Biegen“ oder „Verdrehen“ bezeichnet. Der Verzug wird je nach Richtung der Krümmung in Vorwärtsverzug und Rückwärtsverzug unterteilt.
Welligkeit bezieht sich auf Oberflächenunregelmäßigkeiten, die durch Verzug in verschiedenen Richtungen entstehen.
Die Hauptursachen für Verzug und Welligkeit bei Kunststoffspritzteilen sind:
- Unterschiede im Schrumpfverhalten des Kunststoffs
- Ungleichmäßige Formtemperatur
- Unterschiede in den Schrumpfraten des geschmolzenen Kunststoffs aufgrund der Fließrichtung
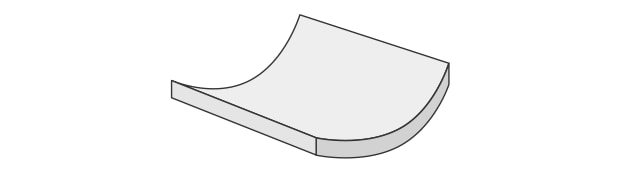
Verformung
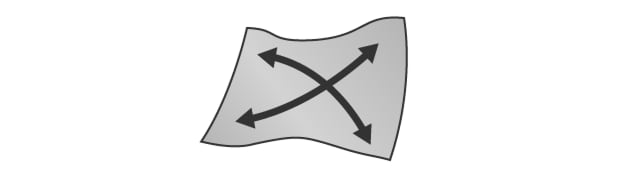
Welligkeit
Unterschiede im Schrumpfverhalten des Kunststoffs
Verzug tritt auf, wenn Unterschiede im Schrumpfverhalten des Kunststoffs durch Temperaturschwankungen oder Druckunterschiede innerhalb der Formhöhle entstehen. Die Schrumpfung des Kunststoffs innerhalb der Form ist proportional zur Temperatur und umgekehrt proportional zum Druck.
Daher tritt bei einem Werkstück mit dünnen und dicken Bereichen folgendes auf: Der dünne Bereich hat eine niedrigere Temperatur, wodurch die Schrumpfung geringer ausfällt, während im dicken Bereich mehr Schrumpfung auftritt, da er mehr Wärme speichert. Der Temperaturunterschied führt zu unterschiedlichen Schrumpfungen innerhalb der Formhöhle, wodurch eine Verformung im Sinne des Verzugs entsteht.
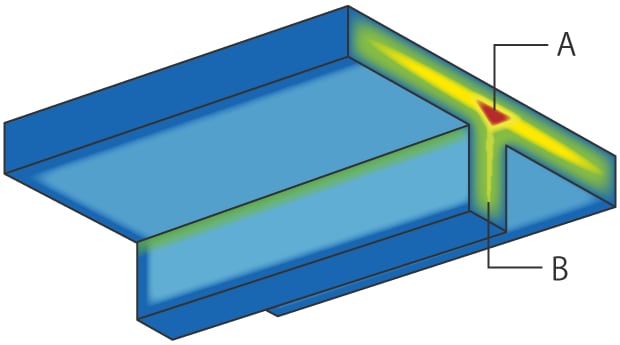
A: Größere Schrumpfung (dicker Bereich)
B: Geringere Schrumpfung (dünner Bereich)
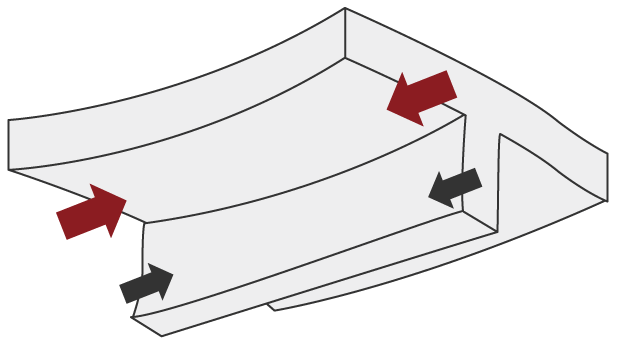
Roter Pfeil: Größere Schrumpfung Kleiner Pfeil / Schwarzer Pfeil: Geringere Schrumpfung
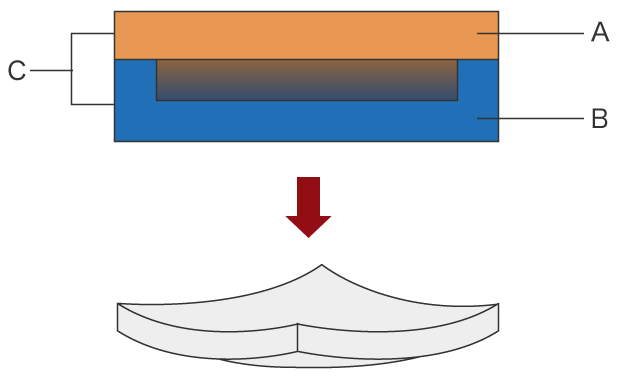
A: Größere Schrumpfung (höhere Temperatur)
B: Geringere Schrumpfung (niedrigere Temperatur)
C: Form / Matrize
Ungleichmäßige Formtemperatur
Verzug tritt auf, wenn Unterschiede im Schrumpfverhalten des Kunststoffs innerhalb der Formhöhle durch ungleiche Formtemperaturen entstehen. Wenn die Abkühlzeit an verschiedenen Stellen der Form unterschiedlich ist, entstehen unterschiedliche Schrumpfungen des Kunststoffs, die zu Verzug führen.
A: Glasfaser
B: Anschnittposition Roter Pfeil: Größere Schrumpfung Schwarzer Pfeil: Geringere Schrumpfung
Unterschiede in den Schrumpfraten des geschmolzenen Kunststoffs durch Fließrichtung
Verzug oder Welligkeit tritt auf, weil die Schrumpfrate je nach Fließrichtung des Kunststoffs unterschiedlich ist. Wenn der Kunststoff Materialien wie Glasfasern enthält, richten sich die Fasern in der Richtung aus, in der mehr Kunststoff fließt.
Infolgedessen wird die Schrumpfung in Fließrichtung geringer, während die Schrumpfung in senkrechter Richtung zur Fließrichtung zunimmt. Dies wird als anisotropes Schrumpfverhalten aufgrund der Faserausrichtung bezeichnet und ist eine Ursache für Verzug.
Verzug
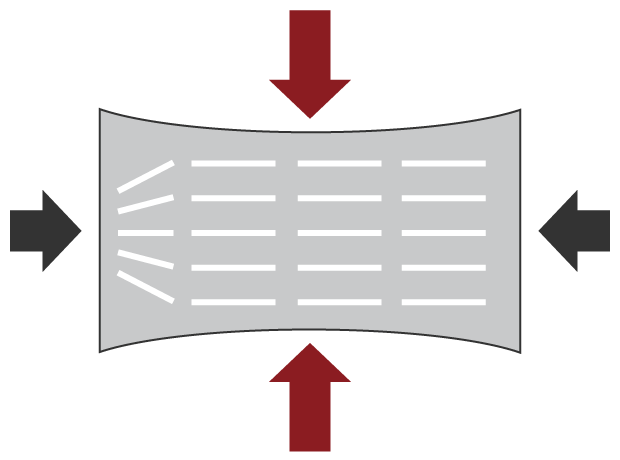
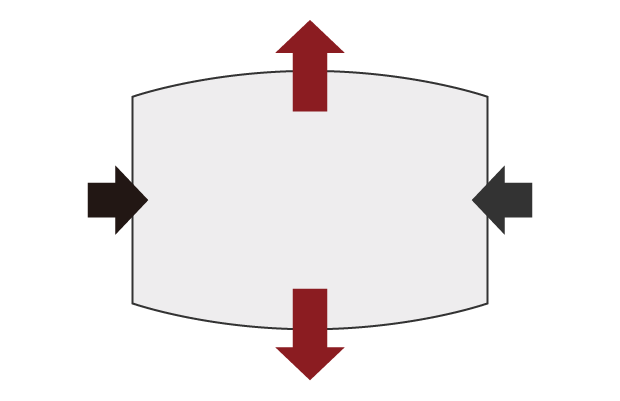
Verzug in einem Kunststoffspritzteil ist ein Phänomen, bei dem das gesamte Bauteil verdreht oder verformt wird. Die Ursache liegt hauptsächlich in Eigenspannungen. Eigenspannungen beim Kunststoffspritzguss sind innere Spannungen, die im Kunststoffspritzteil verbleiben. Sie umfassen sowohl Zug-Eigenspannungen, bei denen eine Kraft nach außen wirkt, als auch Druck-Eigenspannungen, die nach innen wirken.
Zug-Eigenspannungen sind Spannungen, die das Innere des Spritzteils nach außen ziehen. Sie entstehen, wenn das unter hohem Druck in die Form eingespritzte geschmolzene Kunststoffmaterial innerhalb der Kavität zu erstarren beginnt, beginnend von der Außenseite. Druck-Eigenspannungen sind Spannungen, die auftreten, wenn der zur Formgebung des Bauteils aufgebrachte Druck das Kunststoffmaterial nach innen komprimiert.
Beispiel für Eigenspannungen durch Druck-Residualspannung
Roter Pfeil: Ausdehnung
Schwarzer Pfeil: Druckkraft
Beispiel für Eigenspannungen durch Zug-Residualspannung
Roter Pfeil: Schrumpfung
Schwarzer Pfeil: Zugkraft
Ein Kunststoffprodukt, in dem Eigenspannungen vorhanden sind, kann nicht nur seine Maßhaltigkeit durch Schrumpfung oder Ausdehnung verlieren. Es kann auch zu Verformungen oder Rissen kommen, wenn die Eigenspannungen des Kunststoffteils auf Einflüsse wie Schneiden, Schleifen, Schweißen oder andere Erwärmungen sowie auf Behandlungen oder Oberflächenbearbeitungen mit Beschichtungen oder Lösungsmitteln reagieren. Neben der Herstellung und Verarbeitung ist besondere Vorsicht geboten, da sich die Form, durch die durch Alterung des Produkts entstehenden Spannungen verändern kann.
Aus diesem Grund kann der als Glühen (Annealing) bezeichnete Prozess eingesetzt werden, um Eigenspannungen zu beseitigen.
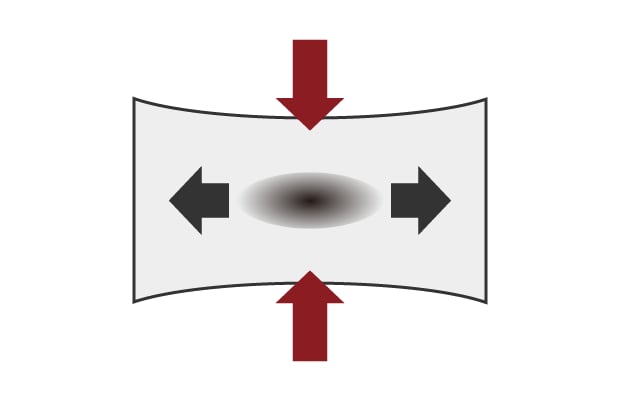
Unvollständige Füllung (Short Shot)
Ein Short Shot ist ein Phänomen, bei dem Teile der Form des Spritzteils unvollständig sind, weil das Kunststoffmaterial nicht alle Bereiche der Formhohlräume erreicht hat.
Hauptursachen sind unter anderem die Erstarrung an der vorderen Flusskante, die dazu führt, dass der Kunststoff abkühlt und erstarrt, bevor er die entferntesten Bereiche erreicht, was an bestimmten Stellen zu einer unvollständigen Form führt. Eine weitere Ursache ist eingeschlossene Luft, die den gleichmäßigen Fluss des Kunststoffmaterials in die Form behindert.
Mögliche Gegenmaßnahmen gegen die Erstarrung an der vorderen Flusskante umfassen Folgendes:
- Erhöhung der Temperatur des eingespritzten Kunststoffs
- Vergrößerung der Angussstärke
- Erhöhung des Nachdrucks oder der Nachdruckhaltezeit
Mögliche Gegenmaßnahmen gegen Lufteinschlüsse umfassen Folgendes:
- Anpassung der Einspritzgeschwindigkeit
- Erhöhung der Werkzeugoberflächentemperatur
- Änderung des Flussverlaufs
Herausforderungen bei der Messung
Es ist von äußerster Wichtigkeit, sicherzustellen, dass die Abmessungen und die Form eines Kunststoffspritzteils den Vorgaben entsprechen (innerhalb der Toleranzen). Besonders bei komplex geformten Teilen kann der Passbereich die Montage oder Dichtheit beeinflussen, weshalb hochpräzise und quantitative 3D-Formmessungen erforderlich sind.
Üblicherweise werden Koordinatenmessmaschinen oder Messschieber für die Messung verwendet, doch diese Methoden bringen eine Reihe von Problemen mit sich. Dazu gehören die Schwierigkeiten, mit einer Koordinatenmessmaschine Freiformflächen vollständig zu vermessen, sowie Messabweichungen, die beim Einsatz von Messschiebern vom Bediener abhängen.
Herausforderungen bei der Messung – KMG (Koordinatenmessgerät)
Bei der Messung von Verzug und Welligkeit mit einer Koordinatenmessmaschine muss der Taster in der Regel vier oder mehr Punkte an den Ecken der Zielmessfläche berühren.
Bei einer Platte werden beispielsweise gewöhnlich sechs bis acht Punkte gemessen. Bei größeren Messflächen kann die Messgenauigkeit durch die Erhöhung der Messpunktzahl zur Erfassung weiterer Messdaten verbessert werden.
Die Messung von Verzug und Welligkeit bringt jedoch folgende Herausforderungen mit sich:
Da die Messung durch die punktuelle Abtastung erfolgt, ist es schwierig, die Form des gesamten Zielobjekts zu erfassen.
Die Messung zusätzlicher Punkte, um mehr Daten zu gewinnen, erfordert viel Zeit, und die detaillierte Form des gesamten Zielobjekts kann dennoch nicht identifiziert werden.
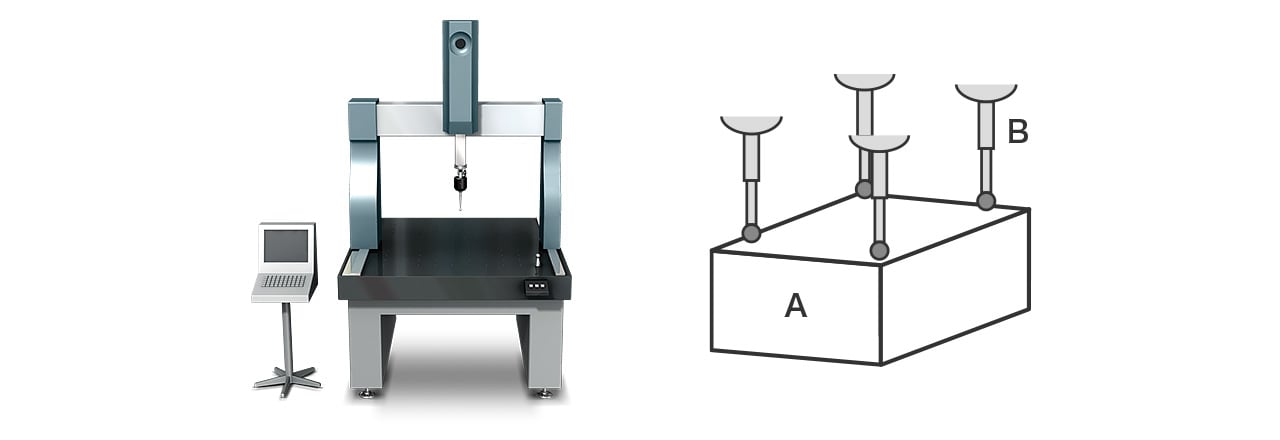
A: Zielobjekt B: Taster
Herausforderungen bei der Messung – Messschieber
Handgeführte Werkzeuge wie Messschieber sind für Messungen sehr praktisch. Es gibt jedoch mehrere Ursachen, die zu Messfehlern oder Schwankungen in den Messdaten führen können.
Bei Messschiebern unterscheiden sich die Messbedingungen, wie zum Beispiel die Anpresskraft (Messkraft) beim manuellen Messen jedes Punktes, sowie die Auswahl der Messpunkte je nach Bediener. Dies führt zu Abweichungen der Messwerte und erschwert die Gewinnung quantitativer Messergebnisse. Bei Verzug und Welligkeit über große Flächen müssen viele Punkte gemessen werden, wodurch die Inspektion viel Zeit in Anspruch nimmt.
Messlösungen für Kunststoffspritzteile
Eine Überprüfung der Messherausforderungen herkömmlich verwendeter Messinstrumente zeigt, dass es einen gemeinsamen Punkt gibt: Die Messung eines dreidimensionalen Zielobjekts oder Bereichs erfolgt über Punkt- oder Linienkontakt.
Um diese Messprobleme zu lösen, hat KEYENCE 3D-Scanner der Modellreihe VL entwickelt. Die Modellreihe VL erfasst in 3D die gesamte Zieloberfläche ohne das Ziel zu berühren. Ein 3D-Scan des auf dem Messtisch positionierten Bauteils kann schnell und einfach durchgeführt werden, wodurch präzise 3D-Messungen möglich sind. Dies ermöglicht eine sofortige quantitative Messung, die frei von Schwankungen der Messergebnisse ist. Einige spezifische Vorteile werden im Folgenden erläutert.
Vorteil 1: Das Scannen der 3D-Form einer Oberfläche ermöglicht die sofortige Erkennung von Verzug und Welligkeit
Bei der Messung eines komplex geformten Kunststoffteils mit einem KMG oder Messschieber erfordert die Messung aufgrund der zahlreichenden Messpunkte viel Zeit. Da nur einzelne Punkte gemessen werden, ist es schwierig, die 3D-Form des Zielobjekts zu erfassen.
Mit der Modellreihe VL kann das Bauteil einfach platziert und der Scan per Klick gestartet werden. Die 3D-Form des Messobjekts wird berührungslos erfasst, wodurch keine Positionierung erforderlich ist. Da auch Profilmessungen an beliebigen Positionen möglich sind, können die Orte und genauen numerischen Werte von Formabweichungen visualisiert sowie identifiziert werden.
Dies ermöglicht eine einfache Überprüfung der Form und der Spritzbedingungen bei Versuchsteilen und erleichtert die Identifizierung sowie Behebung von Ursachen für Montagefehler bei Serienprodukten. Da die Formdaten quantitativ erfasst werden, ist es möglich, Verzug und Welligkeit anhand der Toleranzen leicht zu kontrollieren und die Messungen für Trendanalysen zu verwenden.
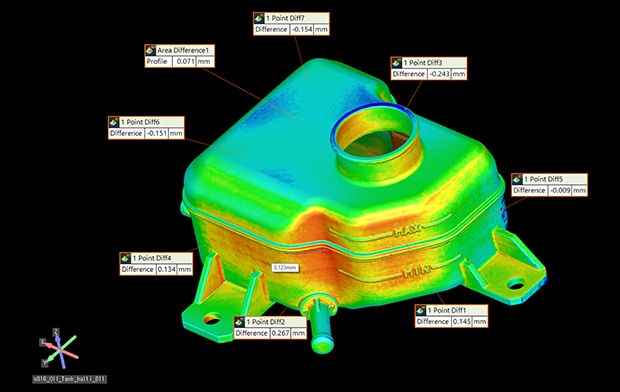
Bewertung der Form von Fernbedienungsgehäusen
Zahlreiche Werkzeuge für präzise Messungen
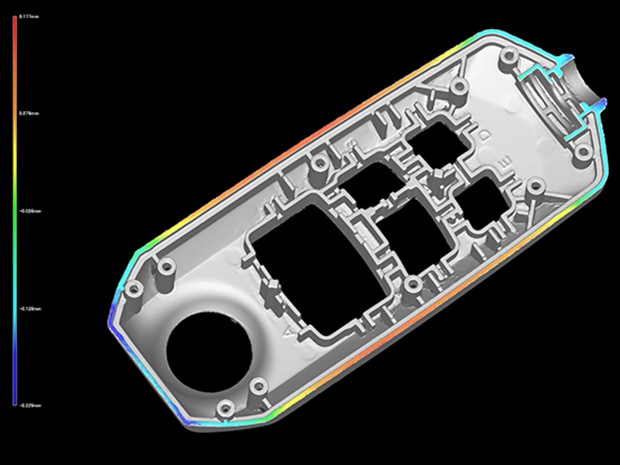
Vorteil 2: Farblich visualisierte Unterschiede
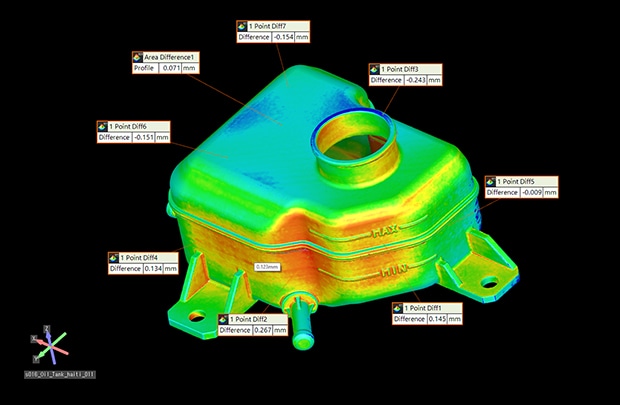
Es ist möglich, die 3D-CAD-Daten eines Produkts mit den erfassten Messdaten zu vergleichen, um Unterschiede zwischen dem tatsächlichen Produkt und den Konstruktionsdaten sichtbar zu machen. Bei Objekten, die mit herkömmlichen Methoden schwer messbar waren, ermöglicht der Vergleich der Messergebnisse mit den 3D-CAD-Daten, zuvor unentdeckte Fehler zu identifizieren. Dies ist sowohl für Inspektionen als auch für die Ursachenanalyse fehlerhafter Passbereiche nützlich.
Da ein breites Spektrum an Form- und Lagetoleranzen unterstützt wird, ist es möglich, präzise Rückschlüsse auf Formfehler zu ziehen.
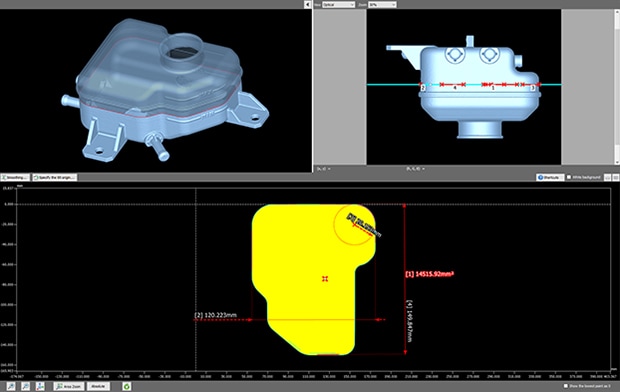
Vergleich mit CAD-Daten des Öltanks
Messung an definierten Stellen
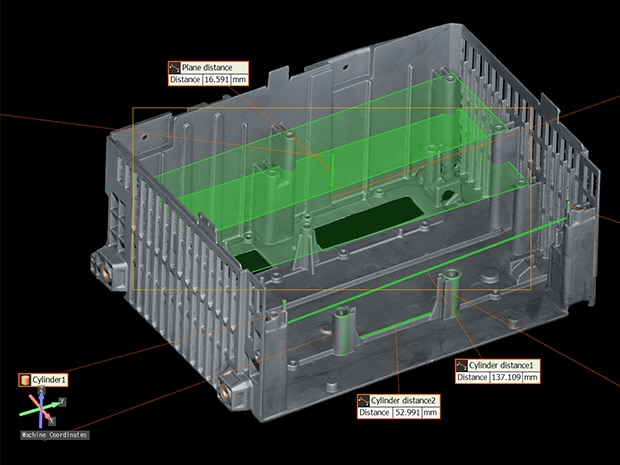
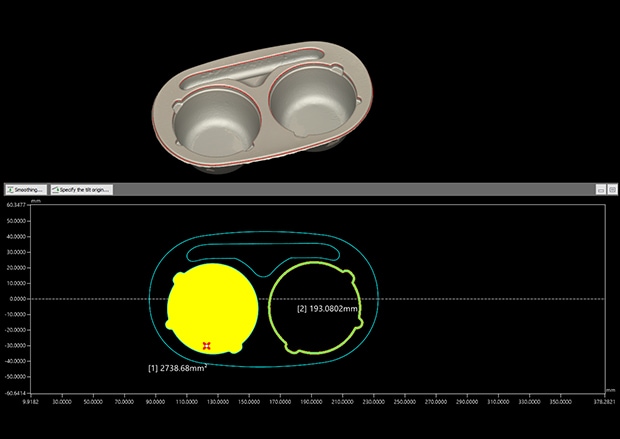
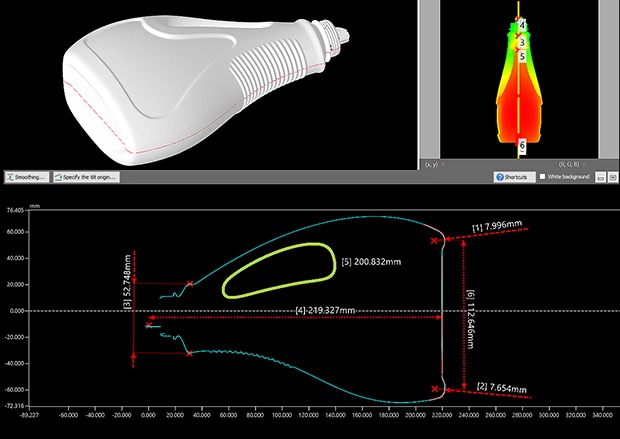
Vorteil 3: Zerstörungsfreie Querschnittsanalyse
Querschnitte, die mit herkömmlichen Methoden nur schwer messbar sind, können zerstörungsfrei erstellt werden, was detaillierte Messungen und Analysen ermöglicht. Referenzebenen können nach Bedarf in den 3D-Formdaten festgelegt und Querschnittsmessungen können aus beliebigen Richtungen durchgeführt werden.
Lebensmittelbehälter (Querschnittsflächenmessung)
Kunststoffflasche (Funktionsbewertung relevanter Stellen)
Zusammenfassung: Effizientere Messung von Kunststoffspritzteilen
Die Modellreihe VL ermöglicht schnelle und einfache 3D-Scans sowie zahlreiche präzise Messungen und Analysen von Kunststoffspritzteilen und liefert folgende Vorteile:
- Da die gesamte Oberfläche erfasst wird, können alle Fehlerstellen am Zielobjekt identifiziert und Profilmessungen an beliebigen Stellen durchgeführt werden.
- Berührungslose, hochpräzise Formmessungen sind auch bei weichen Zielobjekten wie Gummi oder flexiblem Kunststoff möglich.
- Keine Positionierung erforderlich: Das Bauteil kann einfach platziert und die Messung per Klick gestartet werden.
- Formabweichungen können mit Höhenfarben visualisiert werden, wodurch sich Gegenmaßnahmen für Formfehler wie Verzug, Welligkeit, Eigenspannungen und Short Shots durch die visuell leicht verständlichen Daten reibungslos umsetzen lassen.
- Mehrere Messdatensätze können einfach quantitativ verglichen und analysiert werden.
- OK/NG-Beurteilungen der Produkte sind möglich. Die Daten können geteilt werden, um eine schnelle Analyse fehlerhafter Produkte zu ermöglichen.
Auf diese Weise liefert die Modellreihe VL erhebliche Verbesserungen in der Effizienz von Wandstärkemessungen und der Fehleranalyse von Kunststoffteilen.