3D Scanner
Messung der Parallelität von Stanz- bzw. Umformteilen
Wichtige Punkte im Überblick
- Rückfederung (Springback) verursacht Parallelitätsabweichungen bei gepressten Bauteilen.
- Traditionelle KMM/CNC‑Bildmessung liefern Punktdaten, sind zeitaufwendig und bedienerabhängig.
- Modellreihe VR erfasst berührungslos bis zu 800.000 Punkte in einer Sekunde für schnelle Parallelitätsprüfung.
- Modellreihe VL ermöglicht 360°‑Scans und zerstörungsfreie Querschnitts‑/Wandstärkenmessung ohne Vorrichtung.
Das Pressen ist eine Form der Umformtechnik; bei einigen Fällen des Kunststoffpressens kann die Form von der Konstruktionsvorgabe abweichen. Dies wird in der Regel dadurch verursacht, dass nach dem Pressvorgang Spannungen im Material verbleiben, beispielsweise durch Rückfederung (Springback). Besondere Vorsicht ist geboten, wenn Blechmaterial durch Biegen in eine Kurbel- oder U-Form gebracht wird, da Eckbereiche möglicherweise nicht die vorgesehenen Winkel ausbilden und die Parallelität von den festgelegten Toleranzen abweichen kann.
In der Automobilrahmenfertigung wurde in den letzten Jahren der Standard für die Zugfestigkeit von Stahlblech erhöht, was eine hochpräzise Pressung zusätzlich erschwert.
Dieser Abschnitt erläutert die Herausforderungen bei der Parallelität im Pressprozess, vermittelt Kenntnisse über die Messung der Parallelität, zeigt typische Schwierigkeiten bei der Parallelitätsmessung auf und präsentiert passende Lösungsansätze mit 3D-Scannern der Modellreihe VL.
Ursache von Parallelitätsabweichungen: Rückfederung (Springback)
Die Parallelität der Pressenauflage (Bolster) und der Schieberoberfläche sowie die Parallelität des geformten Bauteils sind beim Pressen von entscheidender Bedeutung. Wenn die Parallelität von Bolster und Schieberoberfläche nicht korrekt ist, werden selbst bei vertikal bewegendem Schieber der Biegewinkel und der Halter des Ziehblankets beeinflusst. Dies verringert die Lebensdauer der Matrize. Parallelitätsfehler bei geformten Produkten nach dem Pressen treten hauptsächlich durch verbleibende Spannungen (Innenspannungen) im geformten Bauteil auf. Diese Verformung wird als Rückfederung (Springback) bezeichnet und ist ein wesentlicher Grund dafür, dass die Einhaltung der geforderten Maßgenauigkeit beim Pressen schwierig ist.
Arten der Rückfederung
Ursachen für Rückfederung lassen sich durch Untersuchung der Innenspannungen im geformten Produkt an der unteren Totpunktposition der Presse erkennen. Am unteren Totpunkt beim Biegen treten Zugspannungen auf der Außenseite der Biegung und Druckspannungen auf der Innenseite der Biegung auf. Eine Trennung der Matrize (die Separation) wird verursacht, wenn Spannungsunterschiede in Richtung der Blechdicke bestehen, wodurch sich der Winkel verändert. Typische Arten von Rückfederung umfassen: Winkeländerungen oder Verzug der Vertikalwand an der abgerundeten Matrizenkante, Verdrehungen, Verzug der Gratlinie. Die Spannungen, die Rückfederung verursachen, sowie Beispiele für Rückfederungsdefekte werden im Folgenden erläutert.
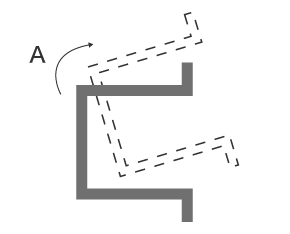
Winkelveränderung
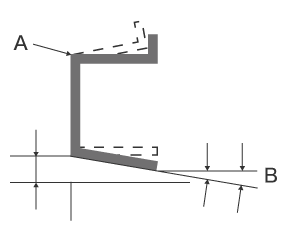
A: Biegelinie
B: Winkeländerung
Dies ist ein Defekt, bei dem sich der Biegewinkel aufgrund von Spannungsunterschieden in Richtung der Blechdicke verändert.
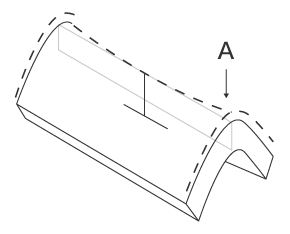
Wandverzug
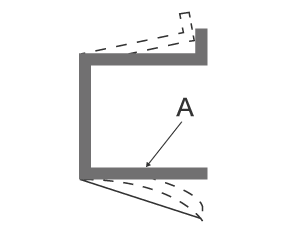
A: Wandverzug
Dies ist ein Defekt, bei dem die Wand aufgrund von Spannungsunterschieden in Längsrichtung verzogen wird.
Verdrehung
A: Verdrehung
Dies ist ein Defekt, bei dem das gesamte Bauteil aufgrund von Spannungsunterschieden in der Blechdicke und durch nach innen wirkende Spannungen auf der Oberfläche verdreht wird.
Gratlinienverzug
A: Gratlinienverzug
Dies ist ein Defekt, bei dem die Biegelinie aufgrund von Spannungsunterschieden in der Blechdicke verzogen wird.
Gegenmaßnahmen bei Parallelitätsabweichungen durch Rückfederung
Gegenmaßnahmen gegen Rückfederung bestehen im Allgemeinen darin, die Matrizenform oder das Matrizenprofil in die entgegengesetzte Richtung der erwarteten Rückfederung anzupassen. Durch Berücksichtigung der Rückfederungsmenge und -richtung bei der Gestaltung der Presse kann die Einhaltung der Maßtoleranzen erreicht werden.
Früher hingen Gegenmaßnahmen gegen Rückfederung stark von Intuition und Erfahrung des Konstrukteurs ab, und Änderungen an der Matrize wurden nach Tests vorgenommen. Da die Rückfederung jedoch tendenziell mit der Zugfestigkeit des Stahlblechs zunimmt, können bei großer Rückfederung zahlreiche Matrizenänderungen erforderlich werden. Um dieses Problem zu lösen, werden inzwischen Simulationen mittels FEM (Finite-Elemente-Methode) bei der Matrizenkonstruktion eingesetzt.
Weitere Gegenmaßnahmen umfassen beispielsweise das Zweistufenbiegen, bei dem das Biegen mit einem einzelnen Hub der Maschine zweimal durchgeführt wird.
Diese Gegenmaßnahmen können angewendet werden, wenn die Ursache der Rückfederung bekannt ist. Da die Formen tatsächlicher Pressprodukte jedoch komplex sind, ist es oft sehr schwierig, die Ursache der Rückfederung eindeutig zu identifizieren. Daher wird eine effektivere Methode zur Berechnung der Rückfederung benötigt.
Berechnung der Rückfederung
Selbst eine grobe Berechnung der Rückfederung ermöglicht es, Gegenmaßnahmen bereits vor der Bearbeitung zu planen. Die Berechnungsformel zur Vorhersage der Rückfederung ist jedoch komplex und wird in der Regel bei der Matrizenkonstruktion verwendet. Zum Referenzzweck wird die Formel im Folgenden gezeigt.
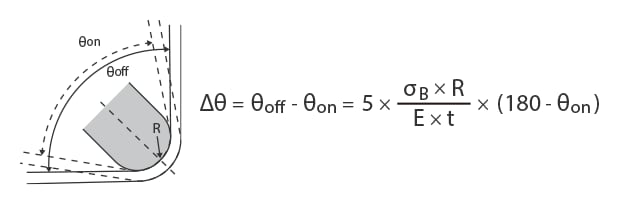
Δθ : Winkeländerung durch Rückfederung
θon : Biegewinkel (°) während der Belastung
θoff : Biegewinkel (°) nach der Rückfederung
σB : Zugfestigkeit des Stahlblechs (N/mm2)
R : Krümmungsradius des Stempels (mm)
E : Elastizitätsmodul des Stahlblechs (= 206.000 N/mm2)
t : Blechdicke (mm)
* σB (Zugfestigkeit des Stahlblechs) und E (Elastizitätsmodul des Stahlblechs) sind Materialkennwerte.
Die Stempelkante für das Biegen wird auf Grundlage der geschätzten Rückfederung erstellt. Eine genauere Berechnung der durch Rückfederung entstehenden Abweichung ist nur schwer möglich. Mit anderen Worten: Es ist einfacher, den Innenradius anzupassen, als die Rückfederung exakt zu berechnen. Zudem können durch Einflüsse wie Schwankungen in der Blechdicke oder Unterschiede in den Maschinenspezifikationen erhebliche Abweichungen zwischen berechnetem und tatsächlichem Wert auftreten. Aus diesem Grund ist es notwendig, die Maßtoleranzen durch Messung nach dem Umformen zu überprüfen.
Probleme bei der herkömmlichen Parallelitätsmessung
Parallelität ist ein Wert, der angibt, wie parallel jede Ebene oder Linie eines geformten Bauteils zur idealen virtuellen Ebene oder Linie als Referenz verläuft. Sie wird durch Festlegen einer virtuellen Ebene oder Linie gemessen und kann nicht mit Handwerkzeugen wie Messschiebern oder Messschrauben erfasst werden.
Aus diesem Grund wird die Parallelität eines gepressten Bauteils üblicherweise mit einer Koordinatenmessmaschine oder einem CNC-Bildmessgerät gemessen. Die Parallelitätsmessung mit diesen Geräten erfordert jedoch präzise, fortgeschrittene technische Fähigkeiten/Erfahrung und bringt die folgenden Messprobleme mit sich.

Herausforderungen bei der Parallelitätsmessung mit einer Koordinatenmessmaschine
Im Allgemeinen muss beim Messen von Verzug mit einer Koordinatenmessmaschine die Tastspitze vier oder mehr Ecken der zu messenden Oberfläche des Prüflings berühren. Beispielsweise werden bei der Messung einer Platte in der Regel sechs bis acht Punkte erfasst. Bei großen Messbereichen kann die Messgenauigkeit durch Erhöhung der Punktzahl und damit durch die Erfassung umfangreicherer Messdaten verbessert werden. Bei der Parallelitätsmessung mit einer Koordinatenmessmaschine treten jedoch die folgenden Herausforderungen auf:
Da die Messung über einzelne Kontaktpunkte erfolgt, ist es grundsätzlich schwierig, die gesamte Form zu erfassen.
Da die Erfassung einer größeren Anzahl von Punkten zur Gewinnung umfangreicherer Messdaten viel Zeit erfordert, ist es nicht möglich, die detaillierte Form des gesamten Prüflings zu erkennen.

Herausforderungen bei der Parallelitätsmessung mit einem CNC-Bildmessgerät
Im Allgemeinen erfasst ein Bildmessgerät den auf dem Messtisch platzierten Prüfling mittels einer CCD-Kamera und führt eine 3D-Messung durch. Eine Beobachtung über Farbbilder ist möglich, jedoch treten bei der Verwendung zur Parallelitätsmessung die folgenden Herausforderungen auf:
Falscherkennungen können auftreten, wenn sich Vorsprünge am Messobjekt befinden. Darüber hinaus kommt es zu Schwankungen in der Messgenauigkeit, wenn die Messpunkte oder andere Einstellungen variieren.
Mit zunehmender Anzahl von X-, Y-, Z- oder anderen Messgrößen wird das Programm komplex, wodurch sowohl fortgeschrittenes Fachwissen als auch erheblicher Aufwand für die Konfiguration erforderlich sind. Der erforderliche Zeitaufwand für die Messung steigt proportional zur Anzahl der Messobjekte.
Zu den wesentlichen Problemen gehören unter anderem die Notwendigkeit einer Messkammer, die Aufrechterhaltung der Referenztemperatur in der Messkammer sowie die Tatsache, dass eine präzise Messung nicht von allen Bedienern am Arbeitsplatz durchgeführt werden kann.
Lösungen für Herausforderungen bei der Parallelitätsmessung
Die üblicherweise eingesetzten Koordinatenmessgeräte benötigen viel Zeit für die Messung, da sie dreidimensionale Messobjekte und Messpunkte durch Kontaktmessung an mehreren Punkten erfassen. Darüber hinaus treten bei dieser Art von Messgeräten Herausforderungen wie geringe Zuverlässigkeit der Messwerte aufgrund von Schwankungen durch menschliche Einflüsse sowie Schwierigkeiten bei der Erstellung nutzbarer Daten aus den Zahlen, Analysefunktionen und anderen Nachbearbeitungstechniken auf.
Um diese Limitationen bei der Messung zu lösen, hat KEYENCE das 3D-Profilometer der Modellreihe VR sowie den 3D-Scanner der Modellreihe VL entwickelt.
Diese Produkte erfassen die 3D-Form der gesamten Zieloberfläche berührungslos mit hoher Genauigkeit. Sie messen zudem die 3D-Form, indem sie das Messobjekt einfach per Klick in 3D scannen. In diesem Abschnitt werden einige konkrete Vorteile dieser Systeme vorgestellt.
Vorteil der Modellreihe VR: Bis zu 800.000 Punkte können in einem einzigen Scan gemessen werden, wodurch Wiederholungsmessungen entfallen
Die Modellreihe VR kann in nur einer Sekunde bis zu 800.000 Datenpunkte über eine gesamte Oberfläche (Bereich von 300mm × 150mm) erfassen. Da die Messung nicht über Linien oder einzelne Punkte erfolgt, sind keine Wiederholungsmessungen erforderlich, wodurch die insgesamt für die Messung benötigte Zeit reduziert wird. Messungen, die Bezugspunkte wie Parallelität oder Senkrechtstellung erfordern, lassen sich ebenfalls einfach durchführen. Die Messdaten werden automatisch gespeichert, und die gespeicherten Daten können mit anderen Messdaten oder mit 3D-Konstruktionsdaten verglichen werden.
Im Gegensatz zu einem Koordinatenmessgerät oder einem CNC-Bildmessgerät extrahiert die Modellreihe VR die Merkmale des auf dem Objekttisch platzierten Messobjekts und führt automatisch eine Positionskorrektur durch. Die zuvor zeitintensive und aufwendige Positionierung ist nicht mehr erforderlich. Dadurch kann jeder Bediener, unabhängig vom Erfahrungsgrad, Messungen einfach und sofort durchführen.
Mit der Modellreihe VR kann selbst die Parallelität von Messobjekten mit komplexen Formen genau gemessen werden, indem das Objekt einfach auf den Objekttisch gelegt und ein Knopf gedrückt wird.
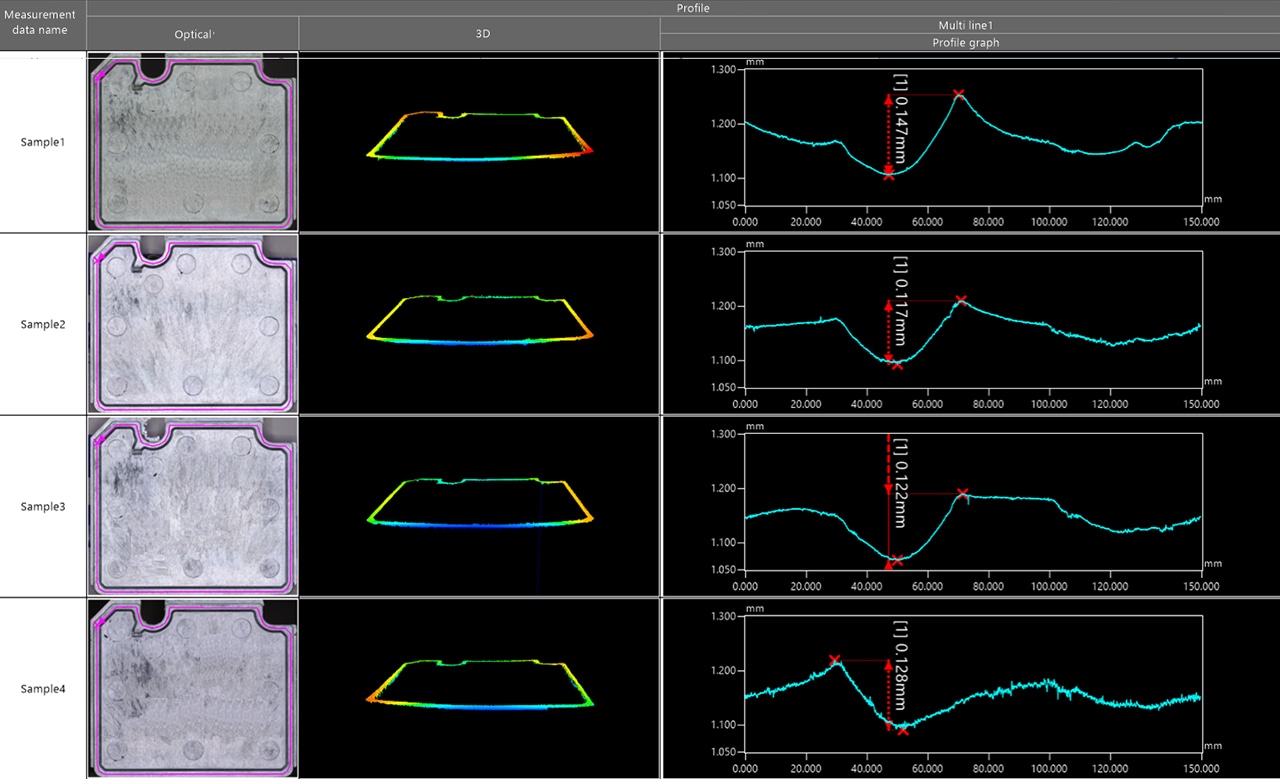
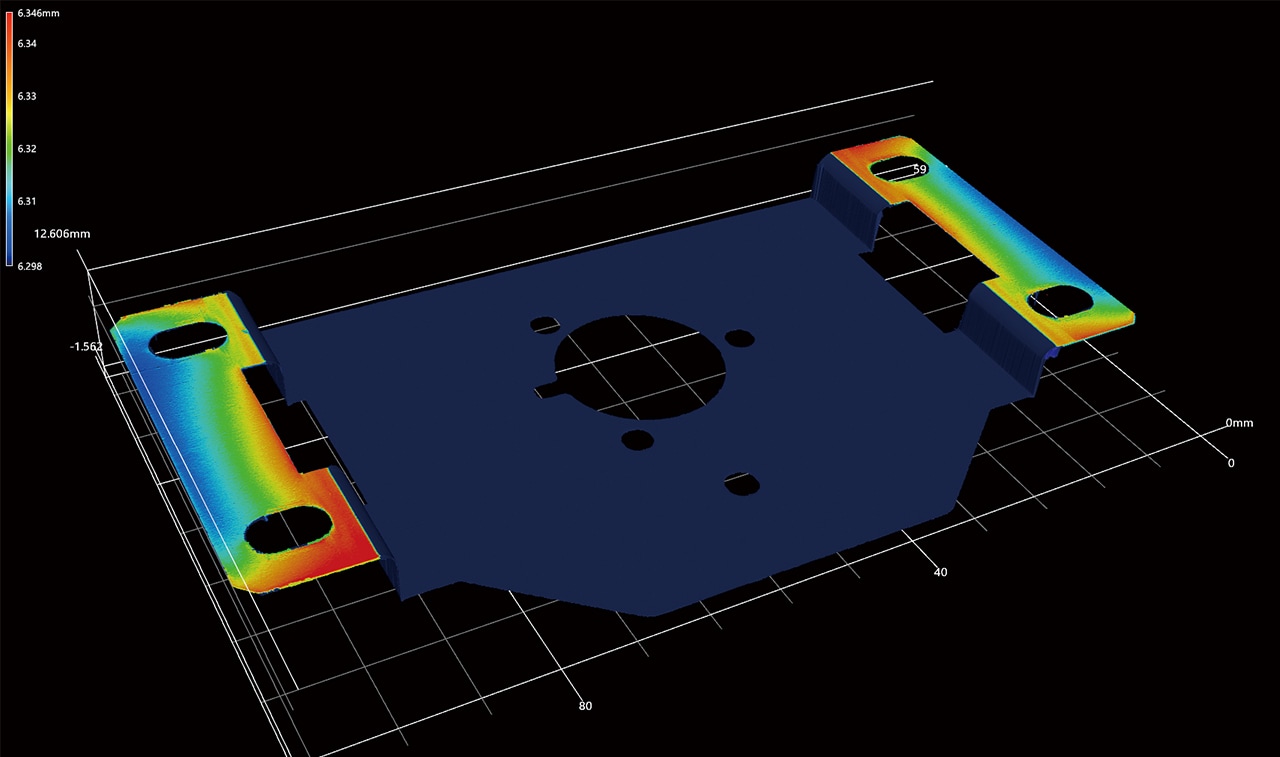
Vorteil der Modellreihe VR: Quantitativer Vergleich und Analyse mehrerer Messdatensätze möglich
Die Modellreihe VR kann die 3D-Form der gesamten Zieloberfläche durch 3D-Scan in nur einer Sekunde erfassen. Dadurch ist es möglich, eine große Anzahl von Messobjekten ohne Probenvorbereitung zu messen. Messpunkte oder die Anzahl der Messpunkte müssen nicht eingerichtet werden, da das System die Messbedingungen automatisch festlegt.
Mehrere Messdatensätze können in einer Liste angezeigt werden, und dieselben Analyseinhalte können gleichzeitig auf alle Datensätze angewendet werden.
Unterschiede in den Formdaten mehrerer Messobjekte lassen sich auf einen Blick erkennen. Dies ermöglicht eine Chargenanalyse der Parallelität über mehrere Datensätze hinweg und eine einfache quantitative Bewertung, in welchem Ausmaß ein NG-Teil im Vergleich zu einem OK-Teil verzogen ist.

Kugelförmiges Zentrum
Achse des Zylinders

Mittelpunkt

Schnittpunkt

Maximale Höhe

Minimale Höhe

Mittellinie

Vertikale Gundlinie
Eine Vielzahl von Assistenzwerkzeugen ermöglicht die einfache Einrichtung der gewünschten Messinhalte.
Neben der unkomplizierten Konfiguration ermöglichen die Assistenzwerkzeuge auch unerfahrenen Anwendern, Formmessungen schnell und präzise durchzuführen. Dadurch kann die Anzahl der Messproben problemlos erhöht werden – nicht nur bei Prototypen und Versuchen, sondern auch bei der Messung und Prüfung von Produkten.
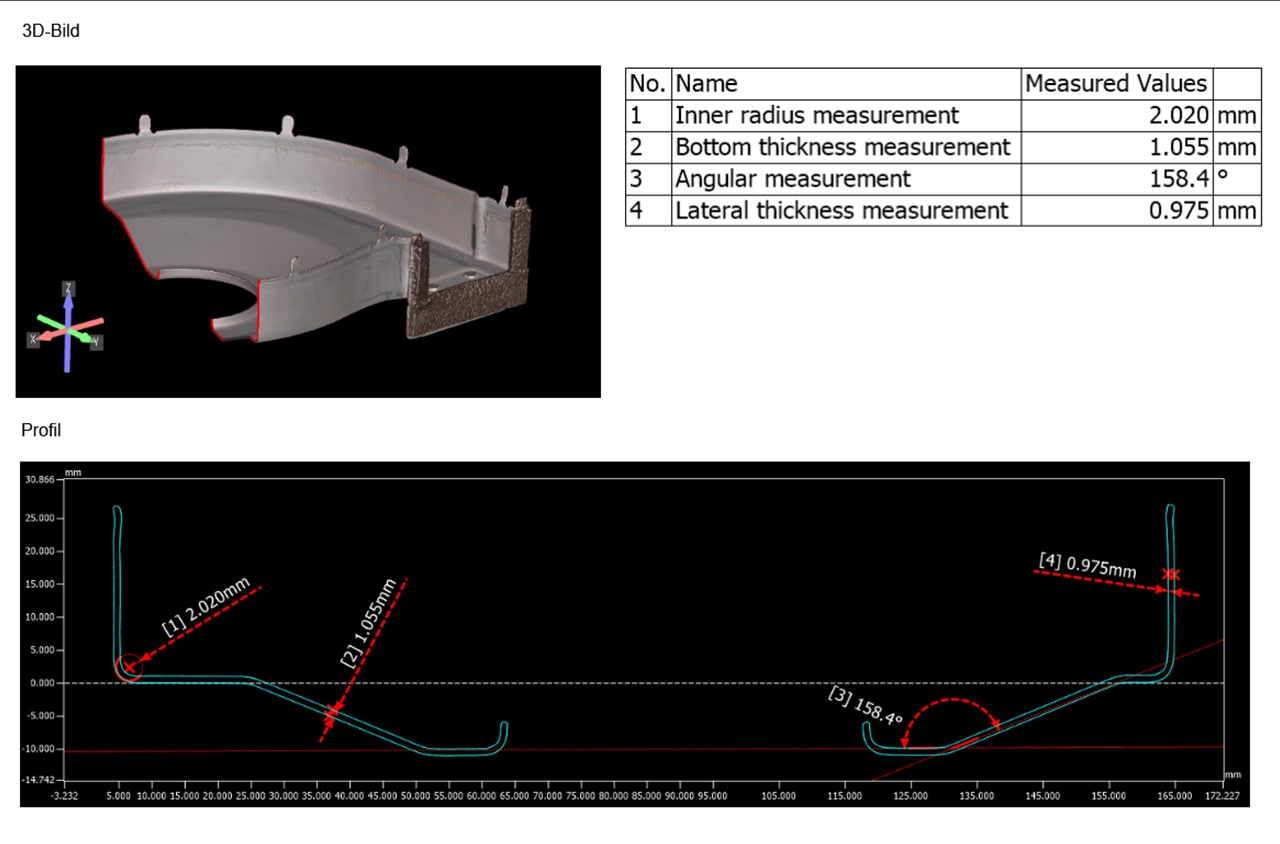
Vorteil der Modellreihe VL: Zerstörungsfreie 360°-Scans des gesamten Objekts
Der 3D-Scanner der Modellreihe VL kann ein gesamtes Objekt in 360° scannen.
Während herkömmliche Methoden zur Wandstärkenmessung erfordern, dass das Produkt zerschnitten wird, ermöglicht die Modellreihe VL die Messung der Querschnittsform ohne Schneiden. Die Modellreihe VL erlaubt es jedem, zerstörungsfreie Messungen der Querschnittsform einfach durchzuführen, was eine schnelle und einfache Messung von Wandstärken ermöglicht.
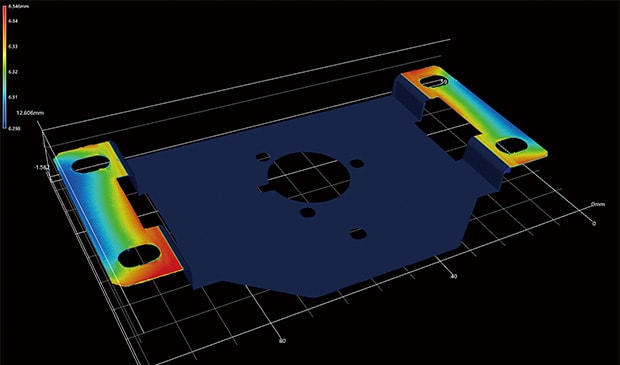
Die gescannten Daten können mit CAD-Daten verglichen werden, um die optimalen Abmessungen leicht zu identifizieren und Probleme durch Rückfederung zu lösen. Auch bei Werkstücken mit gekrümmten Oberflächen können genaue 3D-Daten berührungslos erfasst werden. Da Daten von mehreren Millionen Punkten ohne direkten Kontakt mit dem Werkstück erfasst werden können, ist es möglich, die Gesamtform selbst bei komplexen Geometrien zu erkennen.
Vorteil der Modellreihe VL: Präzise Messungen ohne Einsatz einer Vorrichtung oder Fixierung des Messobjekts
Wenn ein gepresstes Produkt mithilfe einer Vorrichtung zwangsfixiert wird, kommt es zu Verformungen, wodurch die tatsächliche Form nicht korrekt gemessen werden kann.
Mit der Modellreihe VL können berührungslose Scandaten des gesamten Messobjekts mit CAD-Daten verglichen werden, um die optimalen Werkzeugabmessungen einfach zu identifizieren und Probleme durch Rückfederung zu beheben.
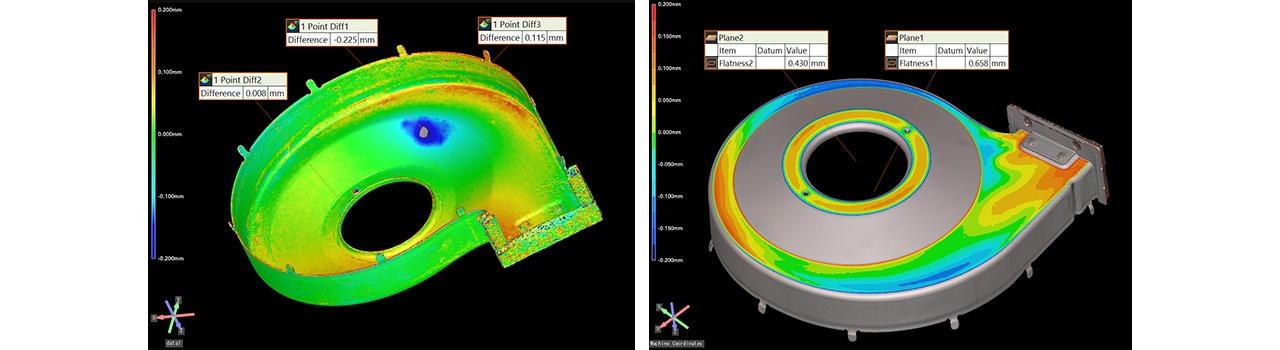
Bei einer gekrümmten Oberfläche ist es selbst bei Messung mehrerer Punkte mit einem kontaktbasierten Messgerät schwierig, die gesamte Form zu erfassen.
Da die Modellreihe VL berührungslose Formdaten von mehreren Millionen Punkten erfasst, ist es möglich, die gesamte Werkstückform präzise zu bestimmen – etwas, das zuvor nur schwer messbar war.
Zusammenfassung: Umfassende Verbesserung und höhere Effizienz bei der Parallelitätsmessung von Presswerkstücken
Die Modellreihe VR und die Modellreihe VL können 3D-Messobjekte präzise und schnell erfassen, ohne das Messobjekt zu berühren. Die Parallelitätsmessung kann für kleine, große und komplex geformte Teile sofort durchgeführt werden.
- Da die Daten der gesamten Oberfläche berührungslos erfasst werden, ist es möglich, Querschnitte zu messen, die mit einem Taststift nicht erreichbar sind. Parallelität kann selbst bei kleinen Teilen einfach und präzise gemessen werden.
- Eine Vielzahl von Assistenzwerkzeugen löst das Problem von Messwertschwankungen, die durch menschliche Einflüsse entstehen. Dadurch wird eine echte quantitative Messung ermöglicht.
- Ohne Positionierung oder andere Vorbereitungen kann die Messung einfach durch das Platzieren des Messobjekts per Klick durchgeführt werden. Dies macht den Einsatz eines spezialisierten Bedieners für die Messarbeit überflüssig.
- 3D-Formen können schnell, einfach und mit hoher Genauigkeit gemessen werden. Dadurch ist es möglich, eine große Anzahl von Messobjekten in kurzer Zeit zu erfassen, was zur Qualitätsverbesserung beiträgt.
Das System ermöglicht zudem Vergleiche mit früheren 3D-Messdaten und CAD-Daten sowie einfache Datenanalysen, beispielsweise zur Toleranzverteilung. Es kann effektiv für eine Vielzahl von Anwendungen genutzt werden, einschließlich Produktentwicklung, Analyse von Fertigungstrends und Stichprobenprüfungen.